grp sectional tank
-
Another significant advantage of FRP is its lightweight nature. This characteristic simplifies installation and transportation, especially in remote or challenging locations where heavy machinery may not be readily available. Pentair’s FRP products can be easily maneuvered and installed by fewer personnel, minimizing labor costs and project timelines. This enhances the overall efficiency of water management systems, enabling quicker deployment and more responsive service in urgent situations.
pentair frp
...
Popular on the whole site
3. Air Chamber The air chamber above the bladder fills with compressed air, which pushes the water out when the tap is turned on. This air needs to be maintained at the correct pressure for the tank to function optimally.
2. Lightweight and Easy to Install FRP grating is substantially lighter than metal alternatives. This lightweight characteristic facilitates easier handling and installation, reducing labor costs and installation time. The simple modular design of most FRP grating systems allows for rapid assembly and disassembly as needed.
frp grating walkway

3. High Load-Bearing Capacity FRP walkways can be designed to handle heavy loads while maintaining structural integrity, making them ideal for pedestrian and vehicular traffic in various applications.
After sediment removal, the water may undergo activated carbon filtration. Activated carbon is highly effective in removing chlorine, volatile organic compounds (VOCs), and various odors. This step improves the taste and odor of the water, making it more palatable for consumers.
Popular articles
- 1
Moreover, the increasing focus on energy efficiency in industrial processes has led to innovations in filter vessel design. Modern stainless steel filter vessels are equipped with advanced flow technology that optimizes fluid dynamics, reducing energy consumption while ensuring optimal filtration performance. This innovation not only improves operational efficiency but also supports a company's commitment to sustainability.
- 2
One of the standout features of FRP grating is its corrosion resistance. Unlike traditional materials such as steel, which can deteriorate in harsh environments, FRP offers unparalleled protection against corrosive agents like saltwater, chemicals, and moisture. This characteristic is particularly beneficial in industries that operate in aggressive environments, including coastal and offshore applications.
- 3
The versatility of fiberglass pultruded grating lends itself to a broad spectrum of applications
. In industrial settings, it is extensively utilized in wastewater treatment plants, chemical processing facilities, and petrochemical plants due to its resistance to harsh chemicals and moisture. The use of grating in these environments enhances safety by providing a slip-resistant surface for workers, while also allowing for superior drainage. - 4
Conclusion
- 5
Another important classification is reverse osmosis (RO) filters. RO systems use a semipermeable membrane to separate contaminants from water. This method is particularly effective at removing dissolved solids, heavy metals, and bacteria, making it suitable for areas with significantly polluted water sources. Although RO systems tend to be more expensive and require professional installation, they offer comprehensive purification, making them popular in settings where water quality is a major concern.
water vessel filter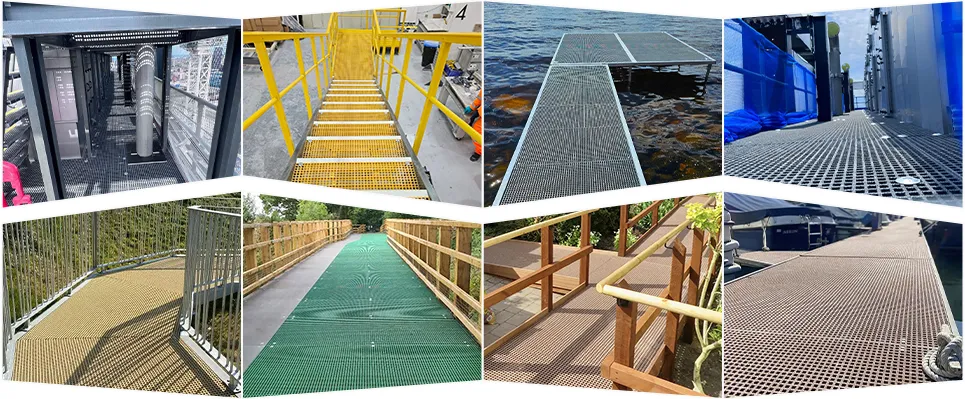
- 6
Prior to installation, inspect the work area for any potential hazards. Clean the workspace to eliminate debris that may hinder the installation process. If modifications to the grating are needed, measure and cut it carefully to the desired dimensions, taking special care to make smooth cuts to avoid sharp edges.
- 7
Advantages of Mesh Grating
- 8
FRP rods are composite materials that comprise a polymer matrix reinforced with fibers, most commonly glass, carbon, or aramid. This combination enables these rods to outperform traditional materials such as steel and concrete in multiple aspects, particularly in environments prone to corrosion and chemical exposure. The lightweight characteristics of FRP rods facilitate easier handling and transportation, which can significantly reduce installation costs and labor efforts.
- 9
3. Customizable FRP water tanks can be manufactured in various shapes, sizes, and colors to suit specific customer needs. This level of customization is difficult to achieve with traditional materials, allowing manufacturers to cater to diverse market demands.
frp water tank manufacturers
- 10
HDG pressed steel tanks present an excellent solution for a wide array of storage needs. With their unmatched corrosion resistance, strength, and versatility in design, they stand out as a reliable choice for industries ranging from agriculture to chemical manufacturing. As the demand for durable and sustainable storage solutions grows, HDG technology continues to evolve, ensuring that these tanks meet modern requirements while minimizing environmental impact. By understanding the advantages and applications of HDG pressed steel tanks, businesses can make informed decisions that enhance operational efficiency and safety.
Links
-
-
Understanding the Role of Propeller Pumps in Various Applications
-
- Decide between direct drive, belt drive, or variable speed drive based on your application needs.
-
- Reach out to the pump manufacturer’s technical support team for assistance in confirming your selection.
-
Casting slurry pump parts are designed to withstand the rigors of handling abrasive materials, but they too require careful monitoring and timely replacement. The quality of the casting, the material used, and the operating conditions all influence the wear rate of these parts. By selecting high-quality casting slurry pump parts and implementing a regular inspection routine, you can better manage wear and optimize the replacement cycle. This approach ensures that your pump continues to operate efficiently, even in demanding environments, and helps to avoid costly breakdowns.
-
In the demanding environments of mining and quarry operations, the role of horizontal slurry pumps is crucial. These pumps handle abrasive and dense slurries, making them indispensable for processes such as ore transport, tailings management, and sand separation. This article explores how the centrifugal slurry pump design and OEM horizontal slurry pump applications contribute to improved operational efficiency and reduced costs in mining and quarrying.
-
-
-
Evaluating Slurry Transport Using Centrifugal Pumps
-
Adapting to High Liquid Level Conditions with SPR Slurry Pumps
-
Vertical inline centrifugal pumps offer a streamlined installation process, which is crucial for deep pit applications. The inline design allows these pumps to be integrated directly into existing piping systems, reducing the need for extensive modifications. This not only saves time but also minimizes disruption to ongoing operations. Additionally, the vertical orientation of these pumps makes them easier to align and secure in tight spaces, ensuring stable operation. For deep pit applications, where access can be challenging, the ease of installation provided by vertical inline centrifugal pumps is a significant benefit. Optimizing the installation process further enhances the pump’s performance and longevity in demanding environments.
-
In conclusion, wholesale slurry pumps play an essential role in various industrial applications by providing the necessary tools for effective slurry management. Their durability, cost efficiency, and technological advancements make them the preferred choice for businesses aiming to enhance productivity and operational efficiency. As industries continue to evolve, the demand for reliable and efficient slurry pumps will only increase, emphasizing the importance of these robust machines in modern manufacturing and resource processing sectors. Investing in quality wholesale slurry pumps is not just a purchase; it is a strategic move toward achieving long-term operational success.
-
Casting slurry pump parts are designed to withstand the rigors of handling abrasive materials, but they too require careful monitoring and timely replacement. The quality of the casting, the material used, and the operating conditions all influence the wear rate of these parts. By selecting high-quality casting slurry pump parts and implementing a regular inspection routine, you can better manage wear and optimize the replacement cycle. This approach ensures that your pump continues to operate efficiently, even in demanding environments, and helps to avoid costly breakdowns.
-
-
One of the primary advantages of purchasing wholesale slurry pumps is cost efficiency. When companies buy in bulk, they can take advantage of reduced prices, resulting in significant savings. This is especially beneficial for large-scale projects where multiple pumps are required. In addition, wholesale suppliers typically offer a wide range of models and specifications, allowing businesses to choose the most appropriate pump according to their unique needs. This capability ensures that operations can run smoothly and efficiently without significant downtime caused by equipment failure.
-
- Decide between direct drive, belt drive, or variable speed drive based on your application needs.
-
- content
-
Flow Rate Measurement in Horizontal Centrifugal Slurry Pump
-
-
-
-
-
-
Efficiency testing is essential to determine how effectively the AH Slurry Pump converts energy into useful work. Efficiency is generally expressed as a percentage and is calculated by comparing the pump’s output (the amount of slurry it moves) to the input energy required to operate it. For AH Slurry Pump parts, high efficiency is critical to minimizing energy consumption and operational costs. Efficiency testing involves measuring the pump’s power consumption, flow rate, and head under various operating conditions. By ensuring high efficiency, manufacturers and operators can optimize the performance of the centrifugal slurry pump and reduce the environmental impact of slurry transport operations.
-
-
Enhancing Durability with High Pressure Vertical Pumps
-
In deep pit and high liquid level applications, pumps must withstand significant pressures and abrasive conditions. High pressure vertical pumps are specifically designed to handle these challenges. Their robust construction and ability to operate under high pressures make them ideal for transporting slurry from deep pits or sumps. These pumps are engineered to resist wear and tear, ensuring a longer service life even in harsh conditions. By focusing on the durability and pressure-handling capabilities of high pressure vertical pumps, engineers can optimize their design for deep pit applications, ensuring consistent performance and reducing the need for frequent maintenance.
-
In the world of fluid handling, the choice between a vertical inline pump and a centrifugal pump can significantly impact system efficiency, maintenance, and overall performance. Both types of pumps are widely used in various industries, but they have distinct characteristics that make them suitable for different applications.
-
Additionally, propeller pumps are extensively used in industrial applications, such as in cooling systems for power plants and manufacturing facilities. They circulate water or other cooling fluids to regulate temperature, thus preventing overheating and ensuring operational efficiency. The design of propeller pumps allows them to operate continuously, which is ideal for industrial settings where downtime can lead to significant losses.
-
-
Slurry pump parts are particularly susceptible to wear due to the abrasive nature of the materials they handle. Components such as the impeller, casing, and liners are all subject to gradual wear, which can impact pump performance if not managed properly. Regular inspections and wear assessments are key to determining the optimal replacement cycle for these parts. By using advanced monitoring techniques and predictive maintenance tools, you can track the wear rate of slurry pump parts and plan replacements before they cause a significant drop in performance. This proactive approach helps to extend the life of the pump and reduce overall maintenance costs.
-
-
-
- Choose materials that can withstand the slurry's abrasiveness and corrosiveness. Common materials include high-chrome alloys, stainless steel, and rubber linings.
-
-
-
-
-
Expand product application areas and shorten the conversion cycle of new product contracts. With the successful development of the company's first 300FMM-B90 froth slurry pump, combined with the results of market research, so far, MineMaxx has again completed the technical reserve of three new products of froth slurry pump, and completed the design of 65MZJ froth slurry pump, realizing the full coverage of conventional pump types. Recently, MineMaxx signed a contract with a company in Hangzhou for two sets of 100FZJ-B50 froth slurry pumps. The products involved in the contract are the new products of the company's technical reserve project. After receiving the contract, the relevant departments of the company quickly carried out work, and completed the technical transformation of all new product contracts in only three days, providing strong technical support for the delivery of subsequent new product contracts.
-
By continuously increasing investment in new product research and development, as well as product upgrades , MineMaxx aim to further enhance the technical reserves of new ceramic desulfurization pumps and effectively extend their service life. In response to the current high wear and corrosion working environment in the desulfurization market, MineMaxx has completed the technical reserve work for more than 10 new ceramic desulfurization pumps, produced 2 complete machines, and fully provided customers with higher quality and more innovative products and services, saving user product spare parts procurement costs, improving user economic benefits, and providing strong support for subsequent market breakthroughs. Recently, the MM700D-A90 ceramic desulfurization pump has been successfully delivered to a user site in Inner Mongolia.
-
Another aspect to consider is the volute's performance under varying operational conditions. Centrifugal pumps are often designed to handle specific flow rates and pressures. When the operational conditions stray from those design limits, the volute may not perform optimally, leading to efficiency losses. Engineers often employ computational fluid dynamics (CFD) simulations to analyze and optimize volute designs based on anticipated operational scenarios.
-
Wear Factors: Impellers are subject to high levels of wear due to the abrasive nature of slurries.Materials: Common materials for impellers include high-chrome alloys, natural rubber, and polyurethane.
-
-
Flow rate is a critical performance metric for the horizontal centrifugal slurry pump as it determines the volume of slurry that the pump can transport over a given time. Measuring the flow rate involves calculating the amount of slurry passing through the pump per unit of time. This is typically expressed in cubic meters per hour (m³/h). Accurate flow rate measurements are essential for understanding how effectively the centrifugal slurry pump can handle the required volume of material, which is particularly important in industries where slurry transport using centrifugal pumps is a key operation. A pump with a consistent and accurate flow rate ensures that the system maintains productivity and reduces the risk of operational downtime.
-
Horizontal inline centrifugal pumps are among the most versatile pumps available, widely used across industries for their reliability and ease of maintenance. Unlike vertical pumps, these pumps are installed horizontally, which typically makes them easier to service and maintain. The horizontal design allows for more straightforward access to the pump’s internal components, which can be a significant advantage in applications where regular maintenance is required. Additionally, horizontal inline centrifugal pumps are capable of handling a wide range of fluid viscosities and flow rates, making them suitable for various industrial processes. Their versatility and robust construction make them a popular choice for many fluid handling applications.
-
- Decide between direct drive, belt drive, or variable speed drive based on your application needs.
-
Wear Factors: Seals can degrade over time due to contact with abrasive slurry and need regular replacement.
-
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire