frp handrail system


Popular on the whole site
The 1054 FRP vessel is fundamentally constructed using fiber-reinforced plastic, a composite material known for its remarkable strength-to-weight ratio and corrosion resistance. Unlike traditional materials such as steel or concrete, FRP demonstrates superior resilience in harsh environmental conditions, including exposure to chemicals, extreme temperatures, and UV radiation. This intrinsic property of FRP materials ensures that the 1054 vessel can maintain structural integrity and operational reliability over extended periods, ultimately reducing maintenance costs and downtime.
Despite the growing recognition of FRP rods, the industry faces certain challenges. One primary hurdle is the initial material cost, which can deter some projects from opting for FRP solutions despite their long-term benefits. Additionally, the need for specialized knowledge in design and installation poses a barrier for wider adoption.
FRP water tanks have a broad range of applications across various sectors. In residential settings, they are ideal for storing potable water, rainwater harvesting, and agricultural applications. In industrial environments, FRP tanks are valuable for holding chemicals, wastewater, and other fluids due to their superior chemical resistance and durability.
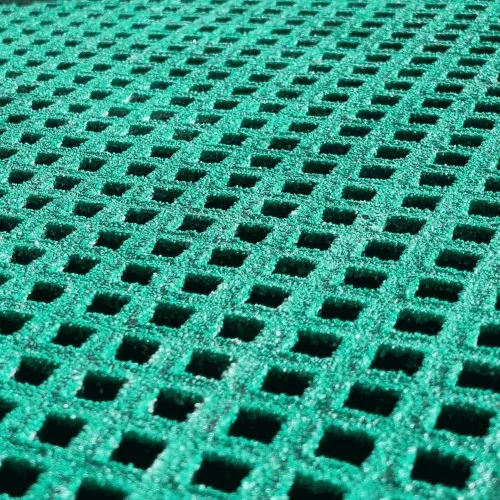
Safety is a paramount concern in any work environment, and fiberglass walkway grating excels in this area. The grating often comes with a slip-resistant surface that ensures individuals can walk safely, even in wet and oily conditions. This feature greatly reduces the risk of workplace accidents and injuries, which can be costly and damaging to a company’s reputation. Additionally, fiberglass grating is non-conductive, making it an excellent choice for electrical applications and environments where there is a risk of electric shock.
fiberglass walkway grating

Moreover, FRP bridge deck panels are designed for rapid installation and ease of maintenance. The modular nature of these panels enables quick assembly, minimizing traffic disruptions during construction. This feature is especially advantageous in urban settings where time is of the essence. Following installation, FRP decks require minimal maintenance compared to traditional bridges, which often demand regular inspections and repairs due to their susceptibility to corrosion and other forms of wear. The reduced maintenance needs not only lower long-term costs but also enhance user safety and accessibility.
3. High Load-Bearing Capacity Despite being lightweight, FRP materials can be engineered to support substantial loads. This characteristic makes FRP drain channels suitable for high-traffic areas, including roads, airports, and industrial sites.
In conclusion, GRP open mesh grating stands out as a superior material that combines strength, safety, versatility, and sustainability. Its ability to withstand harsh conditions, coupled with ease of customization and installation, makes it an invaluable asset across various industries. As environmental and safety standards continue to evolve, GRP open mesh grating is poised to play an increasingly significant role in the development of safer and more efficient industrial solutions.
Links
-
Understanding Sewage Pump Impellers A Key Component in Waste Management
-
-
-
Materials: High-quality bearings are used to withstand the operational stresses.
-
Vertical slurry pumps are essential in various industries where deep pits, sumps, and high liquid levels present unique challenges. The vertical design offers several advantages, including a compact footprint, ease of installation, and simplified maintenance. This article explores how vertical multistage centrifugal pumps and vertical inline centrifugal pumps can be optimized to perform effectively in demanding deep pit environments, focusing on structural engineering solutions.
-
The performance and efficiency of a horizontal centrifugal slurry pump are crucial for ensuring its optimal operation in various industrial applications. Accurate assessment of these factors involves detailed testing of flow rate, head, and efficiency. This article explores the essential performance indicators and how they are measured to ensure that the centrifugal slurry pump operates according to expected standards.
-
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
-
7. Expeller and Expeller Rings
-
4. Check Pump Performance Curves
-
- Many manufacturers offer software tools that automate the pump selection process.
-
In firefighting systems, propeller pumps also play a crucial role. They provide the necessary pressure and volume of water needed to combat fires effectively. Their capability to move large quantities of water quickly makes them a reliable choice for fire departments, particularly in high-risk areas where rapid response is critical.
-
Function: Liners protect the pump casing from the abrasive action of the slurry.
-
Function: The pump casing contains the slurry and guides it through the pump.
-
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
-
-
- Reach out to the pump manufacturer’s technical support team for assistance in confirming your selection.
-
Understanding the Role of Propeller Pumps in Various Applications
-
-
The Importance of Wholesale Slurry Pumps in Industrial Applications
-
- Flow Rate: Determine the required flow rate (typically in cubic meters per hour or gallons per minute).
-
Wear Factors: These components experience wear from the slurry and need to be checked regularly.
-
b. Operating Conditions:
-
The Importance of Wholesale Slurry Pumps in Industrial Applications
-
Efficient Horizontal Slurry Pumps Transport in Mining Operations
-
-
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
-
- Mechanical Seals: Provide a tight seal and reduce leakage.
-
Moreover, the volute's cross-sectional area is carefully calculated to match the flow rate and pressure requirements of the system. An oversized volute may lead to low efficiency, as the fluid may not maintain its velocity to generate adequate pressure. Conversely, a volute that is too small can cause excessive pressure buildup, risking damage to the pump and downstream equipment.
-
By continuously increasing investment in new product research and development, as well as product upgrades , MineMaxx aim to further enhance the technical reserves of new ceramic desulfurization pumps and effectively extend their service life. In response to the current high wear and corrosion working environment in the desulfurization market, MineMaxx has completed the technical reserve work for more than 10 new ceramic desulfurization pumps, produced 2 complete machines, and fully provided customers with higher quality and more innovative products and services, saving user product spare parts procurement costs, improving user economic benefits, and providing strong support for subsequent market breakthroughs. Recently, the MM700D-A90 ceramic desulfurization pump has been successfully delivered to a user site in Inner Mongolia.
-

-
a. Manufacturer’s Support:
Slurry pump parts are particularly susceptible to wear due to the abrasive nature of the materials they handle. Components such as the impeller, casing, and liners are all subject to gradual wear, which can impact pump performance if not managed properly. Regular inspections and wear assessments are key to determining the optimal replacement cycle for these parts. By using advanced monitoring techniques and predictive maintenance tools, you can track the wear rate of slurry pump parts and plan replacements before they cause a significant drop in performance. This proactive approach helps to extend the life of the pump and reduce overall maintenance costs.
Conclusion
3. Casing
3. Casing
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
Understanding Slurry Pump Wet End Parts A Comprehensive Overview
- Throat Bush: Protects the area around the impeller eye where the slurry first enters.
The effectiveness of slurry transport using centrifugal pumps largely depends on the pump’s ability to handle abrasive and viscous materials. Performance testing for slurry transport applications involves assessing how well the horizontal centrifugal slurry pump can move slurry without significant wear or loss of efficiency. This testing includes monitoring the pump’s performance over time, particularly under harsh operating conditions, to ensure that the centrifugal slurry pump can withstand the rigors of slurry transport. Evaluating the pump’s performance in this context helps identify potential issues before they lead to system failures, ensuring that the AH Slurry Pump parts remain in good condition and continue to operate efficiently.
Selecting the appropriate slurry pump model quickly involves understanding your application's specific requirements and matching them with the pump's capabilities.
Function: Bearing assemblies support the pump shaft and ensure smooth operation.
Monitoring and Maintaining AH Slurry Pump Parts
Moreover, the volute's cross-sectional area is carefully calculated to match the flow rate and pressure requirements of the system. An oversized volute may lead to low efficiency, as the fluid may not maintain its velocity to generate adequate pressure. Conversely, a volute that is too small can cause excessive pressure buildup, risking damage to the pump and downstream equipment.
In line vertical pumps are specifically designed to save space while delivering efficient performance. These pumps are installed directly in the pipeline, with the motor positioned vertically, reducing the overall footprint of the pump system. This design is particularly beneficial in applications where space is limited, but high performance is still required. In line vertical pumps are commonly used in HVAC systems, water treatment plants, and other industries where compact, efficient pumping solutions are needed. The vertical orientation of these pumps also allows for easier alignment and installation, which can reduce the time and cost associated with setting up a pump system.
2. Liners
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire
×