smc panel tank price
Popular on the whole site
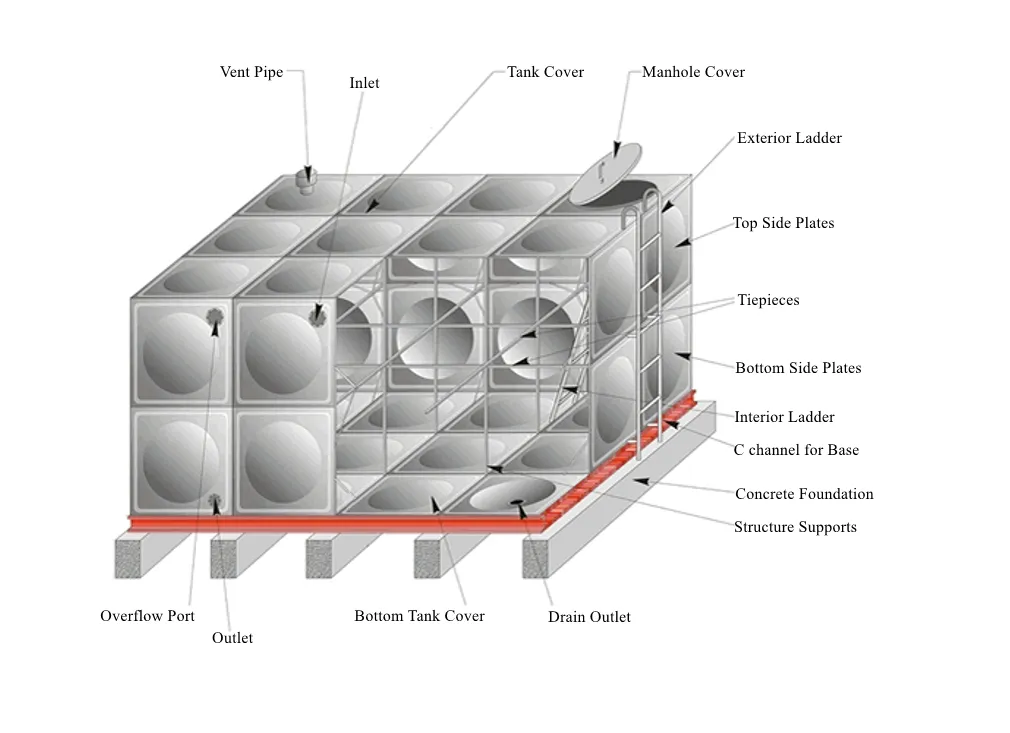
In terms of cost-effectiveness, sectional steel water tanks often present a more economically viable solution than other types of storage options. The ability to customize the size and volume of the tank according to specific needs can help reduce unnecessary expenditures, as organizations pay only for the capacity they require. Furthermore, the reduced installation time and lower transportation costs associated with sectional tanks also contribute to overall savings. For businesses and municipalities looking to manage their budgets effectively, these tanks offer a financially prudent solution.
sectional steel water tanks
Another significant benefit of GRP water tanks is their insulation properties. The structure of GRP helps in maintaining a stable water temperature, which is essential in preventing algae growth and ensuring the water remains clean and safe for consumption. This aspect is especially beneficial for agricultural applications, where irrigation systems require controlled water temperatures to promote healthy crop growth.
grp water tank

FRP, or Fiber-Reinforced Plastic, is a composite material made from a polymer matrix reinforced with fibers, typically glass or carbon. This combination provides a unique blend of strength, durability, and lightweight properties. FRP softener vessels are designed specifically to hold the ion exchange resin used in water softening processes. Hard water, which contains high levels of calcium and magnesium ions, can lead to scaling and other issues in plumbing and appliances. Water softeners use ion exchange technology to replace these hard ions with sodium or potassium, making the water softer and more suitable for domestic and industrial use.
Safety is a primary concern for many property owners. White fiberglass fencing can provide an effective barrier, enhancing the security of your home and garden. Its solid construction makes it difficult to breach, offering peace of mind against intruders. Moreover, certain designs can enhance privacy, allowing you to enjoy your outdoor space without the prying eyes of neighbors. Whether you are hosting a backyard barbecue or simply relaxing with a book, you can feel safe and secluded.
Links
-
Additionally, propeller pumps are extensively used in industrial applications, such as in cooling systems for power plants and manufacturing facilities. They circulate water or other cooling fluids to regulate temperature, thus preventing overheating and ensuring operational efficiency. The design of propeller pumps allows them to operate continuously, which is ideal for industrial settings where downtime can lead to significant losses.
-
- Choose materials that can withstand the slurry's abrasiveness and corrosiveness. Common materials include high-chrome alloys, stainless steel, and rubber linings.
Function: Seals prevent slurry from leaking out of the pump and protect the internal components.
The performance of horizontal slurry pumps in mining and quarrying is heavily influenced by the quality of their components. AH slurry pump parts are specifically designed to withstand the wear and tear associated with abrasive slurries. Regular maintenance and timely replacement of these parts are essential for ensuring that the pumps continue to operate at peak efficiency. By investing in high-quality AH slurry pump parts, operators can extend the lifespan of their equipment, reduce the frequency of repairs, and minimize downtime. This proactive approach to maintenance not only enhances productivity but also contributes to a safer and more reliable working environment in mining and quarry operations.
a. Slurry Characteristics:
2. Pump Casing
7. Expeller and Expeller Rings
1. Impellers
In addition to its shape and size, the material used for the volute's construction is also important. Typically, materials such as cast iron, stainless steel, or thermoplastics are employed, chosen based on factors like fluid characteristics, temperature, and pressure. For example, corrosive fluids may necessitate the use of more durable materials to prevent degradation and ensure longevity.
5. Evaluate Additional Features
Slurry pumps are specifically designed to manage abrasive and viscous fluids. Unlike conventional pumps, which may struggle with the unique characteristics of slurry, specialized slurry pumps are built to withstand high wear and tear. This is primarily due to their robust construction, often featuring materials such as high-chrome alloys and elastomers that enhance their resilience against corrosion and abrasion. As a result, they are capable of handling a wide variety of slurries, including those found in mineral processing, dredging, and even in some agricultural applications.
wholesale slurry pumps
The impeller wear ring is a crucial component in any pumping system, particularly in slurry applications where abrasive materials can cause significant wear. Over time, the wear ring can erode, leading to decreased efficiency and increased energy consumption. To prevent these issues, it’s essential to regularly inspect the wear ring and replace it before it becomes too worn. By monitoring the condition of the impeller wear ring and understanding the specific wear patterns in your system, you can establish an optimal replacement schedule that prevents unexpected failures and maintains pump efficiency.
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
Materials: High-chrome iron, ductile iron, and stainless steel are commonly used materials.
- Temperature: Note the operating temperature of the slurry.
In the demanding environments of mining and quarry operations, the role of horizontal slurry pumps is crucial. These pumps handle abrasive and dense slurries, making them indispensable for processes such as ore transport, tailings management, and sand separation. This article explores how the centrifugal slurry pump design and OEM horizontal slurry pump applications contribute to improved operational efficiency and reduced costs in mining and quarrying.
Wear Factors: Casings can wear down due to the abrasive slurry and need regular inspection and maintenance.
- Packing Seals: Use a packing material to create a seal around the shaft.
-
Understanding Sewage Pump Impellers A Key Component in Waste Management
-
-
-
6. Bearing Assemblies
-
In conclusion, propeller pumps are an essential component in many industries. Their ability to efficiently handle large volumes of liquid makes them invaluable for water treatment, agriculture, industrial processes, and firefighting. As technology advances, we can expect further innovations in propeller pump design, enhancing their effectiveness and broadening their applications.
-
In various industrial sectors, the efficient handling and transportation of slurry— a mixture of solids and liquids— is critical. Whether in mining, construction, or wastewater treatment, the need for reliable machinery to manage these challenging substances has led to the increased utilization of slurry pumps. Among these, wholesale slurry pumps have emerged as a vital resource, offering a practical solution for businesses looking to optimize their operations.
-
In the demanding environments of mining and quarry operations, the role of horizontal slurry pumps is crucial. These pumps handle abrasive and dense slurries, making them indispensable for processes such as ore transport, tailings management, and sand separation. This article explores how the centrifugal slurry pump design and OEM horizontal slurry pump applications contribute to improved operational efficiency and reduced costs in mining and quarrying.
-
The design of the volute is crucial for the efficiency of the pump. A well-designed volute minimizes flow separation and turbulence, ensuring a smooth transition of the fluid from the impeller to the discharge pipe. The volute shape is typically spiral, which facilitates a uniform flow distribution. If the volute is improperly designed, it can lead to inefficiencies such as cavitation, vibrations, and noise, significantly affecting the pump's overall performance.
volute in centrifugal pump
-
-
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
-
-
Propeller pumps are a crucial element in the field of fluid dynamics, primarily utilized for their efficiency in moving large volumes of fluids. These pumps operate on a simple principle they use a rotating propeller to impart energy to the liquid, creating a flow that can be directed to various applications. This article explores the various uses and advantages of propeller pumps.
-

-
In quarrying, the separation of sand and gravel is a vital process that requires reliable equipment. Horizontal slurry pumps are particularly well-suited for this task, as they can efficiently handle the slurry mixture of sand, gravel, and water. The centrifugal slurry pump design ensures that these materials are separated and transported to their respective storage or processing areas with minimal energy consumption. By utilizing OEM horizontal slurry pumps, quarry operations can streamline their processes, reduce operational costs, and improve the quality of the final product. The durability and efficiency of these pumps make them a cost-effective solution for handling the abrasive and coarse materials commonly found in quarries.
-
In conclusion, sewage pump impellers are integral to wastewater management systems. By understanding their types, materials, and maintenance, operators can make informed decisions that enhance the efficiency and reliability of sewage pumping operations, ultimately contributing to effective waste management solutions.
-
- Input your slurry properties and operating conditions into the software to get recommended pump models.
-
-
Assessing Head and Pressure in Centrifugal Slurry Pumps
-
Sewage pump impellers play a crucial role in the effective management of wastewater systems
. These specialized components are designed to transport sewage and wastewater from lower to higher elevations, ensuring that sewage is directed away from residential and commercial properties to treatment facilities. Understanding the functionality and types of sewage pump impellers can help in selecting the right pump for specific applications.
-
-
-
a. Material Compatibility:
-
The shaft transmits power from the motor to the impeller, while the bearing assembly supports the shaft and allows it to rotate smoothly. The durability of these components is essential, as they must endure continual mechanical stress and the harsh conditions present within the slurry.
-
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire