waste water treatment equipment
-
Access to clean water is crucial for overall health. Contaminated water can harbor harmful pathogens, chemicals, and heavy metals, which can lead to various health issues, including gastrointestinal illnesses, neurological disorders, and endocrine disruption. A whole house RO system effectively removes these contaminants, providing peace of mind for families concerned about their water quality. Additionally, using purified water for cooking and cleaning helps minimize exposure to these harmful substances, promoting a healthier living environment.
whole house ro system
...
Popular on the whole site
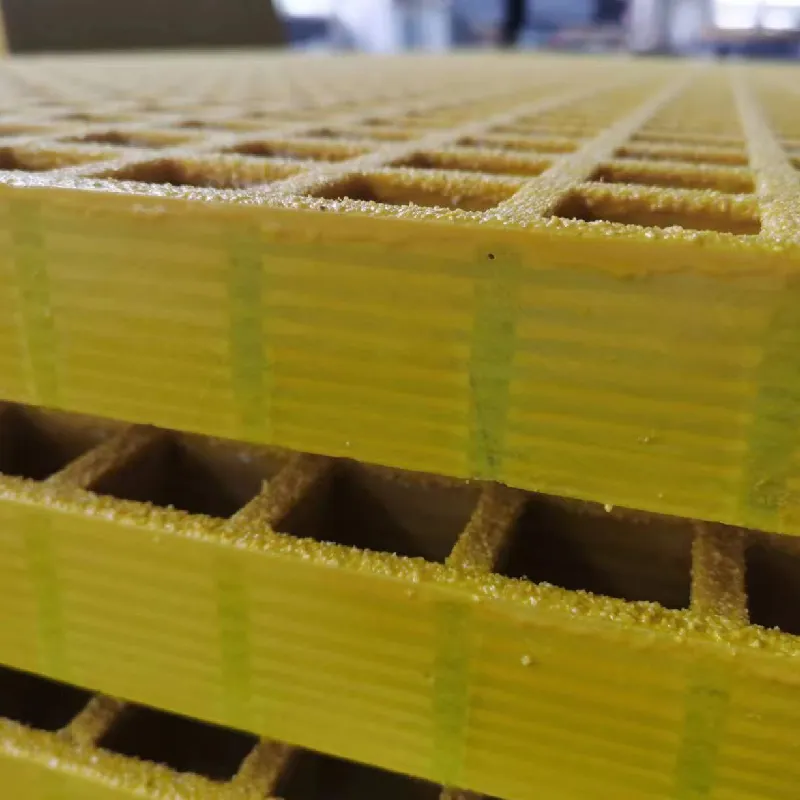
2. Lightweight and Easy to Install FRP grating is substantially lighter than metal alternatives. This lightweight characteristic facilitates easier handling and installation, reducing labor costs and installation time. The simple modular design of most FRP grating systems allows for rapid assembly and disassembly as needed.
frp grating walkway

3. Wastewater Treatment Rectangular stainless steel tanks play a vital role in wastewater treatment facilities. They are used for the primary clarification of sewage and other effluents, where solid waste is separated from the liquid. The durability of stainless steel is particularly advantageous here, as it can withstand the abrasive nature of wastewater without deteriorating.
Secondly, proper water treatment enhances operational efficiency. High-quality water reduces wear and tear on equipment, leading to lower maintenance costs and improved product quality. Additionally, industries that recycle water can significantly cut down on their freshwater intake, leading to substantial cost savings over time.
The first step in establishing a well water purification system is regular testing for contaminants. It is recommended that well water be tested at least once a year to identify any potential issues. Tests typically analyze for bacteria like E. coli, heavy metals such as lead and arsenic, as well as chemical pollutants. Depending on the results, appropriate purification methods can be selected.
- Transport Sector The lightweight and robust nature of GRP panels find applications in the construction of trailers, buses, and trains, enhancing fuel efficiency and reducing the overall weight of vehicles.
Safe T Deck systems are incredibly versatile and can be used in a wide array of construction scenarios. Whether it’s in residential buildings, commercial spaces, or industrial structures, the Safe T Deck can be tailored to meet specific design requirements and load-bearing needs. Its adaptability makes it a preferred choice among contractors who need reliable solutions that are safe and efficient.
Popular articles
- 1
Step 6 Testing and Feedback
- 2
Exploring GRP Fencing Panels A Durable Solution for Modern Fencing Needs
- 3
Sustainability is a growing concern in many industries, and fiberglass water containers offer an environmentally friendly option. The production of fiberglass uses fewer resources compared to concrete and metal, which typically require significant energy for mining and processing. Moreover, fiberglass containers can be recycled, further reducing their environmental impact. When disposed of properly, they contribute less to landfill waste, presenting an attractive option for eco-conscious consumers and organizations.
- 4
The applications for FRP rebar are extensive. It is being used in bridges, parking garages, waterfront structures, and even nuclear facilities. In areas prone to seismic activity, FRP rebar can provide additional resilience. Furthermore, in regions with a high risk of natural disasters, such as floods or earthquakes, the material’s lightweight and corrosion-resistant properties can contribute significantly to maintaining structural integrity.
- 5
Additionally, FRP mesh grating offers exceptional load-bearing capacity and structural integrity. Engineered to withstand substantial weight and stress, it is ideal for high-traffic areas and applications that demand robust support structures. The inherent flexibility of fiberglass also allows the grating to absorb impact energy without permanent deformation, thereby increasing its durability and lifespan.
frp mesh grating
- 6
GFRP grating stands out as a modern solution to the challenges of today's infrastructure. Its unique properties — from corrosion resistance to lightweight design — make it an ideal material for diverse applications, ensuring safety, durability, and sustainability. As industries continue to evolve, GFRP grating is likely to play a vital role in innovative construction and engineering projects worldwide.
- 7
Potential Applications
- 8
Anti-slip treads are designed to provide superior grip on surfaces, making them ideal for high-traffic areas prone to moisture and spills. They are available in various materials, including rubber, vinyl, and textured metal, all specially engineered to enhance friction. The application of these treads can be as simple as adding self-adhesive strips to an existing surface or as involved as installing designed treads during construction. Their versatility makes them suitable for both indoor and outdoor use, maintaining safety in diverse environments.
anti slip treads
- 9
- Parking Garages Metal gratings allow for efficient rainwater drainage while providing necessary structural support for vehicles.
- 10The size and design specifications of FRP vessels are critical in establishing price. Larger vessels require more materials and involve more complex engineering, which escalates costs. Additionally, custom designs tailored for specific applications or compliance with stringent regulations can significantly impact pricing. Standard models may be less expensive, but specialized designs often necessitate premium pricing.
frp vessel price
Links
-
-
- Many manufacturers offer software tools that automate the pump selection process.
-
Impellers are the rotating parts of sewage pumps that convert rotational energy from the motor into kinetic energy within the fluid. This transformation occurs through the design of the impeller blades, which are shaped to create a flow of water, pushing it outwards through the volute or the casing. The design of the impeller directly affects the pump's efficiency, capacity, and performance.
-
-
- Ensure the pump has adequate NPSH available to avoid cavitation.
-
- Decide between direct drive, belt drive, or variable speed drive based on your application needs.
-
Flow rate is a critical performance metric for the horizontal centrifugal slurry pump as it determines the volume of slurry that the pump can transport over a given time. Measuring the flow rate involves calculating the amount of slurry passing through the pump per unit of time. This is typically expressed in cubic meters per hour (m³/h). Accurate flow rate measurements are essential for understanding how effectively the centrifugal slurry pump can handle the required volume of material, which is particularly important in industries where slurry transport using centrifugal pumps is a key operation. A pump with a consistent and accurate flow rate ensures that the system maintains productivity and reduces the risk of operational downtime.
-
-
These flanges serve as the connection points for the inlet and outlet of the pump. Proper alignment and sealing of these flanges are vital to ensure the efficient operation of the pump and to prevent leaks. They can vary in size and shape depending on the specific application and the system's design.
-
a. Slurry Characteristics:
-
Vertical slurry pumps are essential in various industries where deep pits, sumps, and high liquid levels present unique challenges. The vertical design offers several advantages, including a compact footprint, ease of installation, and simplified maintenance. This article explores how vertical multistage centrifugal pumps and vertical inline centrifugal pumps can be optimized to perform effectively in demanding deep pit environments, focusing on structural engineering solutions.
-
High pressure vertical pumps are designed to handle fluids at high pressures and are often used in applications where space is limited. These pumps are typically installed vertically, which allows them to have a smaller footprint compared to their horizontal counterparts. The vertical design is particularly advantageous in environments where floor space is at a premium, such as in high-rise buildings or industrial plants with constrained layouts. These pumps are known for their ability to deliver high pressure with minimal energy consumption, making them an efficient choice for systems that require constant, reliable pressure. By optimizing the design of high pressure vertical pumps, engineers can ensure that these pumps provide robust performance in demanding applications.
-
- Throat Bush: Protects the area around the impeller eye where the slurry first enters.
-
The head, or the height to which a pump can raise the slurry, is another vital performance indicator for horizontal centrifugal slurry pumps. The head is directly related to the pump’s ability to overcome the pressure within the slurry transport system. This metric is typically measured in meters (m) and provides insight into the pump’s power to move slurry through pipelines and other components. The head is crucial for applications involving slurry transport using centrifugal pumps because it determines how efficiently the pump can transport slurry over long distances or through systems with varying elevations. Regular testing of head and pressure ensures that the horizontal centrifugal slurry pump meets the operational demands and maintains system efficiency.
-
-
-
The Role of Vertical Stage Pumps in High-Pressure Applications
-
-
Function: Shaft sleeves protect the pump shaft from the slurry and the mechanical seals.
-
The choice between a vertical inline pump and a centrifugal pump depends on various factors, including space constraints, pressure requirements, and maintenance considerations. By carefully evaluating your system's needs and the specific advantages of each pump type, you can select the right pump that meets your operational requirements and ensures long-term reliability.
Slurry pump parts are particularly susceptible to wear due to the abrasive nature of the materials they handle. Components such as the impeller, casing, and liners are all subject to gradual wear, which can impact pump performance if not managed properly. Regular inspections and wear assessments are key to determining the optimal replacement cycle for these parts. By using advanced monitoring techniques and predictive maintenance tools, you can track the wear rate of slurry pump parts and plan replacements before they cause a significant drop in performance. This proactive approach helps to extend the life of the pump and reduce overall maintenance costs.
Vertical slurry pumps are essential in various industries where deep pits, sumps, and high liquid levels present unique challenges. The vertical design offers several advantages, including a compact footprint, ease of installation, and simplified maintenance. This article explores how vertical multistage centrifugal pumps and vertical inline centrifugal pumps can be optimized to perform effectively in demanding deep pit environments, focusing on structural engineering solutions.
Adapting to High Liquid Level Conditions with SPR Slurry Pumps
- Review the performance curves for the selected pump models to ensure they meet your flow rate and head requirements.
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
a. Sealing Mechanisms:

In addition to its shape and size, the material used for the volute's construction is also important. Typically, materials such as cast iron, stainless steel, or thermoplastics are employed, chosen based on factors like fluid characteristics, temperature, and pressure. For example, corrosive fluids may necessitate the use of more durable materials to prevent degradation and ensure longevity.
Wear plates are installed within the pump casing to protect the surfaces from the erosive wear caused by the particles in the slurry. These plates can be easily replaced when worn, allowing for maintenance without needing to replace the entire pump. Some wear plates are designed to be adjustable to optimize the pump's performance by fine-tuning the clearance around the impeller.
Flow Rate Measurement in Horizontal Centrifugal Slurry Pump
Establishing a Pump Wet End Replacement Schedule
b. Industry Consultants:
Impellers are the rotating parts of sewage pumps that convert rotational energy from the motor into kinetic energy within the fluid. This transformation occurs through the design of the impeller blades, which are shaped to create a flow of water, pushing it outwards through the volute or the casing. The design of the impeller directly affects the pump's efficiency, capacity, and performance.
Function: The backplate provides structural support and helps in mounting the pump.
Efficient Horizontal Slurry Pumps Transport in Mining Operations
- Choose materials that can withstand the slurry's abrasiveness and corrosiveness. Common materials include high-chrome alloys, stainless steel, and rubber linings.
1. Impeller
SPR slurry pumps are specifically designed for handling slurry in applications where high liquid levels are a concern. These pumps are engineered to operate efficiently in environments where the pump must remain submerged for extended periods. The vertical design of SPR slurry pumps allows them to function effectively in deep pits and sumps, where other pump types might struggle. By optimizing the design to handle high liquid levels, SPR slurry pumps provide reliable performance in challenging conditions, ensuring that slurry is effectively managed and transported, even in the most demanding deep pit applications.
The key to optimizing the replacement cycle of pump wear parts lies in balancing maintenance costs with the need for reliability. By understanding the wear patterns of components you can establish a maintenance strategy that minimizes downtime while extending the life of your pump. Regular inspections, wear monitoring, and a well-planned pump wet end replacement schedule are essential components of this strategy. By implementing these practices, you can reduce the risk of unexpected failures, lower maintenance costs, and ensure that your pumping system continues to operate at peak efficiency.
- Ensure the pump has adequate NPSH available to avoid cavitation.
By continuously increasing investment in new product research and development, as well as product upgrades , MineMaxx aim to further enhance the technical reserves of new ceramic desulfurization pumps and effectively extend their service life. In response to the current high wear and corrosion working environment in the desulfurization market, MineMaxx has completed the technical reserve work for more than 10 new ceramic desulfurization pumps, produced 2 complete machines, and fully provided customers with higher quality and more innovative products and services, saving user product spare parts procurement costs, improving user economic benefits, and providing strong support for subsequent market breakthroughs. Recently, the MM700D-A90 ceramic desulfurization pump has been successfully delivered to a user site in Inner Mongolia.
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire
×