fiber water tank price

Popular on the whole site
1. Durability One of the primary advantages of galvanized stock tanks is their durability. The zinc coating provides a barrier against corrosion, allowing these tanks to withstand exposure to the elements over many years. This makes them a more cost-effective option in the long run, as they do not need to be replaced frequently.
2. Low Maintenance Fiberglass fencing requires minimal upkeep compared to other fencing options. A simple cleaning with soap and water is usually enough to keep it looking new. There’s no need for painting, staining, or sealing, which can save both time and money in the long run.
fence fiberglass
Fiberglass rod manufacturers play a crucial role in supplying essential materials across various sectors. Their commitment to quality and innovation ensures that industries can rely on fiberglass rods for a wide range of applications. As sustainability and technology continue to shape the market landscape, these manufacturers are poised to lead the way in providing innovative solutions that meet current and future demands. In doing so, they not only contribute to the efficiency and effectiveness of industries but also to a more sustainable future.
Expanded metal grating is also highly customizable, allowing for tailored solutions that meet specific project requirements. It is available in various materials, including steel, aluminum, and stainless steel, making it suitable for different environmental conditions. Each material has its unique properties, such as corrosion resistance (in the case of stainless steel) or lightweight flexibility (as seen with aluminum), enabling engineers and architects to select the most appropriate option for their projects.
expanded metal floor grating
To address these challenges, there is a growing emphasis on adopting innovative technologies. Advanced treatment processes, such as membrane bioreactors and anaerobic digestion, are being explored for their potential to enhance efficiency and reduce energy consumption. Furthermore, public awareness and engagement are crucial for supporting policy changes, investment in infrastructure, and promoting water conservation efforts.
Popular articles
- 1
At its core, wastewater treatment equipment is designed to remove contaminants from water before it is released back into the environment or reused. This process typically involves several stages preliminary, primary, secondary, and sometimes tertiary treatment.
- 2
In summary, a whole house reverse osmosis system offers numerous advantages for homeowners seeking to improve their water quality. With comprehensive purification, health benefits, cost savings, environmental considerations, and customization options, it stands out as a practical solution for ensuring safe and clean water throughout the home. As more families recognize the significance of clean water, investing in a whole house RO system becomes increasingly appealing, leading to healthier lifestyles and a more sustainable future.
- 3
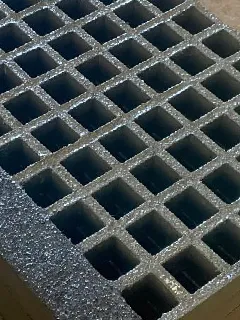
Fiberglass Reinforced Plastic (FRP) grating has become a crucial material in various industries due to its unique combination of strength, durability, and lightweight properties. It is primarily composed of fiberglass strands embedded in a polymer resin matrix, which produces a high-performance material that is both resistant to corrosion and capable of withstanding heavy loads. This article explores the characteristics, applications, and benefits of FRP grating, positioning it as a preferred choice in several sectors.
- 4
3. Safety Features GFRP grating is designed with safety in mind. It offers excellent slip resistance, which is crucial in commercial and industrial environments where the risk of slips and falls is a concern. Some products are available with special textured surfaces that provide enhanced grip, making GFRP an ideal choice for walkways, platforms, and staircases.
gfrp grating
- 5
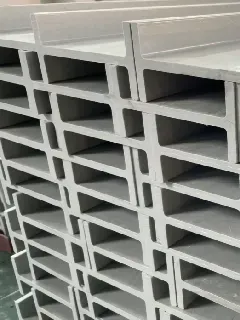
HDG pressed steel tanks present an excellent solution for a wide array of storage needs. With their unmatched corrosion resistance, strength, and versatility in design, they stand out as a reliable choice for industries ranging from agriculture to chemical manufacturing. As the demand for durable and sustainable storage solutions grows, HDG technology continues to evolve, ensuring that these tanks meet modern requirements while minimizing environmental impact. By understanding the advantages and applications of HDG pressed steel tanks, businesses can make informed decisions that enhance operational efficiency and safety.
- 6
Cost-Effective Solution
- 7
In summary, Fiber-Reinforced Polymer bars present a transformative approach to reinforcing concrete, enhancing both the performance and longevity of structures. Their unique combination of lightweight, corrosion resistance, high tensile strength, and thermal insulation make them a valuable alternative to traditional steel reinforcement. As the construction industry continues to innovate and move towards sustainable practices, the adoption of FRP bars is expected to grow, paving the way for safer, more resilient, and longer-lasting infrastructure.
- 8
Moreover, the use of media filter vessels contributes significantly to environmental sustainability. By effectively removing contaminants from water, these systems help prevent pollution and protect aquatic ecosystems. Furthermore, they play a vital role in recycling water for reuse in agricultural and industrial applications, thereby conserving precious water resources in an era of increasing water scarcity.
- 9
In various industrial settings, effective safety measures and operational efficiency are critical. One crucial component that often goes unnoticed is the floor grating clamp. These clamps play a vital role in securing grating systems, which are commonly used on walkways, platforms, and stairs in industries ranging from manufacturing to construction and beyond. Understanding the significance of floor grating clamps can help organizations enhance safety protocols and improve the functionality of their workspaces.
- 10
What is FRP Grating?
Links
-
-
-
The design of the volute is crucial for the efficiency of the pump. A well-designed volute minimizes flow separation and turbulence, ensuring a smooth transition of the fluid from the impeller to the discharge pipe. The volute shape is typically spiral, which facilitates a uniform flow distribution. If the volute is improperly designed, it can lead to inefficiencies such as cavitation, vibrations, and noise, significantly affecting the pump's overall performance.
volute in centrifugal pump
-
Slurry pumps are specifically designed to manage abrasive and viscous fluids. Unlike conventional pumps, which may struggle with the unique characteristics of slurry, specialized slurry pumps are built to withstand high wear and tear. This is primarily due to their robust construction, often featuring materials such as high-chrome alloys and elastomers that enhance their resilience against corrosion and abrasion. As a result, they are capable of handling a wide variety of slurries, including those found in mineral processing, dredging, and even in some agricultural applications.
wholesale slurry pumps
-
- Check the power requirements and ensure compatibility with your available power supply.
-
Sewage pump impellers play a crucial role in the effective management of wastewater systems
. These specialized components are designed to transport sewage and wastewater from lower to higher elevations, ensuring that sewage is directed away from residential and commercial properties to treatment facilities. Understanding the functionality and types of sewage pump impellers can help in selecting the right pump for specific applications.
-
-
The performance and efficiency of a horizontal centrifugal slurry pump are crucial for ensuring its optimal operation in various industrial applications. Accurate assessment of these factors involves detailed testing of flow rate, head, and efficiency. This article explores the essential performance indicators and how they are measured to ensure that the centrifugal slurry pump operates according to expected standards.
-
Selecting the right type of impeller is essential for the pump's performance. For instance, if a pump is expected to handle a high volume of sewage containing large solids, an open impeller would be more effective. Conversely, if the pump is mainly handling gray water with minimal solids, a semi-open or enclosed impeller would suffice.
-
-
In addition to its shape and size, the material used for the volute's construction is also important. Typically, materials such as cast iron, stainless steel, or thermoplastics are employed, chosen based on factors like fluid characteristics, temperature, and pressure. For example, corrosive fluids may necessitate the use of more durable materials to prevent degradation and ensure longevity.
-
2. Use a Selection Chart or Software
-
3. Wear Plates
slurry pump wet end parts
-
The design of the volute is crucial for the efficiency of the pump. A well-designed volute minimizes flow separation and turbulence, ensuring a smooth transition of the fluid from the impeller to the discharge pipe. The volute shape is typically spiral, which facilitates a uniform flow distribution. If the volute is improperly designed, it can lead to inefficiencies such as cavitation, vibrations, and noise, significantly affecting the pump's overall performance.
volute in centrifugal pump
-
By following these steps, you can quickly and effectively select a slurry pump model that meets your specific requirements. Utilizing manufacturer resources such as selection charts and software, understanding your application’s detailed needs, and consulting with experts are key components in making a well-informed and timely decision. Contact us today to learn more about our slurry pump models and how we can assist you in the selection process.
-
Efficiency Testing for AH Slurry Pump Parts
-
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
-
-
Understanding the Importance of Impeller Wear Ring Maintenance
-
Wear Factors: Seals can degrade over time due to contact with abrasive slurry and need regular replacement.
-
Enhancing Productivity with AH Slurry Pump Parts
-
- Input your slurry properties and operating conditions into the software to get recommended pump models.
-
Function: Seals prevent slurry from leaking out of the pump and protect the internal components.
-
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
-
One of the main advantages of propeller pumps is their simplicity and durability. Given their straightforward design, maintenance requirements are generally low, which is advantageous for organizations looking to minimize operational costs. Furthermore, these pumps can be made from various materials designed to resist corrosion, extending their lifespan even in harsh environments.
-
The Compact Footprint of Vertical Multistage Centrifugal Pumps
-
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
-
In line vertical pumps are specifically designed to save space while delivering efficient performance. These pumps are installed directly in the pipeline, with the motor positioned vertically, reducing the overall footprint of the pump system. This design is particularly beneficial in applications where space is limited, but high performance is still required. In line vertical pumps are commonly used in HVAC systems, water treatment plants, and other industries where compact, efficient pumping solutions are needed. The vertical orientation of these pumps also allows for easier alignment and installation, which can reduce the time and cost associated with setting up a pump system.
-
-
-
These flanges serve as the connection points for the inlet and outlet of the pump. Proper alignment and sealing of these flanges are vital to ensure the efficient operation of the pump and to prevent leaks. They can vary in size and shape depending on the specific application and the system's design.
-
SPR slurry pumps are specifically designed for handling slurry in applications where high liquid levels are a concern. These pumps are engineered to operate efficiently in environments where the pump must remain submerged for extended periods. The vertical design of SPR slurry pumps allows them to function effectively in deep pits and sumps, where other pump types might struggle. By optimizing the design to handle high liquid levels, SPR slurry pumps provide reliable performance in challenging conditions, ensuring that slurry is effectively managed and transported, even in the most demanding deep pit applications.
-
-
One of the primary advantages of purchasing wholesale slurry pumps is cost efficiency. When companies buy in bulk, they can take advantage of reduced prices, resulting in significant savings. This is especially beneficial for large-scale projects where multiple pumps are required. In addition, wholesale suppliers typically offer a wide range of models and specifications, allowing businesses to choose the most appropriate pump according to their unique needs. This capability ensures that operations can run smoothly and efficiently without significant downtime caused by equipment failure.
-
Wear Factors: These components experience wear from the slurry and need to be checked regularly.
-
- Locate your required flow rate and head on the chart to find potential pump models.
-
Impellers are the rotating parts of sewage pumps that convert rotational energy from the motor into kinetic energy within the fluid. This transformation occurs through the design of the impeller blades, which are shaped to create a flow of water, pushing it outwards through the volute or the casing. The design of the impeller directly affects the pump's efficiency, capacity, and performance.
-
-
-
Enhancing Productivity with AH Slurry Pump Parts
-
Materials: Materials used for shaft sleeves include hardened stainless steel and ceramic-coated materials.
-
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
-
- Input your slurry properties and operating conditions into the software to get recommended pump models.
-
One of the main advantages of propeller pumps is their simplicity and durability. Given their straightforward design, maintenance requirements are generally low, which is advantageous for organizations looking to minimize operational costs. Furthermore, these pumps can be made from various materials designed to resist corrosion, extending their lifespan even in harsh environments.
-
In line vertical pumps are specifically designed to save space while delivering efficient performance. These pumps are installed directly in the pipeline, with the motor positioned vertically, reducing the overall footprint of the pump system. This design is particularly beneficial in applications where space is limited, but high performance is still required. In line vertical pumps are commonly used in HVAC systems, water treatment plants, and other industries where compact, efficient pumping solutions are needed. The vertical orientation of these pumps also allows for easier alignment and installation, which can reduce the time and cost associated with setting up a pump system.
-
-
- Select the impeller design that best handles the slurry's characteristics (e.g., closed impellers for abrasive slurries, open impellers for large particles).
-
-
-
Slurry pump parts are particularly susceptible to wear due to the abrasive nature of the materials they handle. Components such as the impeller, casing, and liners are all subject to gradual wear, which can impact pump performance if not managed properly. Regular inspections and wear assessments are key to determining the optimal replacement cycle for these parts. By using advanced monitoring techniques and predictive maintenance tools, you can track the wear rate of slurry pump parts and plan replacements before they cause a significant drop in performance. This proactive approach helps to extend the life of the pump and reduce overall maintenance costs.
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire