1354 frp vessel price
Popular on the whole site
4. Ion Exchange This process is often used to soften water or to remove heavy metals. It involves exchanging one ion for another, effectively reducing the concentration of unwanted ions in the water.
industrial water filter system
- Industrial Industries that produce pharmaceuticals or food products utilize RO systems to provide pure water for their processes, maintaining product quality and compliance with regulations.
- Residential Use Homeowners can utilize these tanks for domestic water storage, ensuring clean, temperature-regulated water for daily use.
In marine environments, where saltwater exposure is relentless, FRP grating platforms prove their worth by maintaining integrity and performance, making them ideal for docks, piers, and other coastal applications. Furthermore, in the oil and gas industry, where safety and material resilience are paramount, FRP solutions contribute to establishing secure working environments while adhering to stringent regulations.
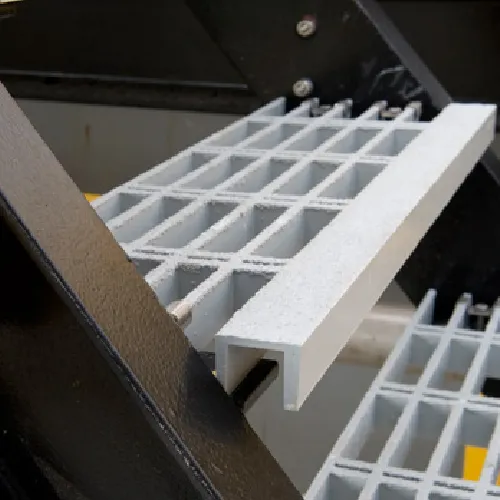
Fibergrate stair treads are incredibly durable, able to withstand harsh weather conditions, chemical exposure, and heavy foot traffic. Unlike traditional materials such as wood or metal, Fibergrate does not rust, rot, or corrode, ensuring that the treads maintain their structural integrity over time. Additionally, these treads require minimal maintenance; a simple wash with soap and water is typically enough to keep them looking new. This low-maintenance aspect translates into cost savings over the lifespan of the product, making Fibergrate a financially sound choice for both residential and commercial properties.
Popular articles
- 1
3. Lightweight and Easy to Install Compared to traditional tanks, fiberglass tanks are significantly lighter. This characteristic not only simplifies the transportation process but also reduces installation costs and labor. Many models are designed for fast and easy assembly, allowing you to have your water storage solution up and running in no time.
- 2
One of the standout features of FRP stair treads is their durability. Unlike traditional materials such as wood or metal, FRP is resistant to corrosion, rust, and deterioration caused by exposure to chemicals and moisture. This makes them particularly suitable for outdoor staircases or environments where exposure to harsh conditions is likely. Furthermore, FRP treads are UV-stabilized, ensuring that they will not fade or degrade from sunlight exposure over time.
frp stair treads
- 3
In recent years, fiberglass treads have gained significant attention in various industries, including construction, transportation, and outdoor recreation. Known for their versatility, strength, and durability, these products are quickly becoming an essential choice for many applications. This article delves into what fiberglass treads are, their advantages, and where they can be applied.
- 4
Fiber-reinforced plastic (FRP) rods are gaining increasing attention and application in various fields due to their unique properties and benefits. These composite materials, which consist of a polymer matrix reinforced with fibers such as glass or carbon, exhibit remarkable strength-to-weight ratios, durability, and resistance to environmental factors. This article explores the advantages of FRP rods and their diverse applications.
- 5
- Industrial Settings Factories, warehouses, and refineries utilize metal bar grating for flooring, drainage covers, and platforms due to its high load-bearing capacity and slip resistance.
metal bar grating
- 6
Fiberglass Stair Treads A Comprehensive Overview
- 7
Advantages of Fiberglass Storage Tanks
- 8
- Municipal Water Supply Many municipalities incorporate GRP tanks into their water supply systems to provide a dependable storage solution that is both cost-effective and easy to maintain.
- 9
One of the most significant benefits of FRP treads is their outstanding durability. Made from a composite material comprising fiberglass reinforcements and a resin matrix, FRP treads exhibit unparalleled strength and resilience. They can withstand heavy loads and high-impact pressures, making them ideal for high-traffic areas such as industrial walkways, stairways, and platforms. Unlike wood, which can rot, splinter, or warp over time, or metal, which can rust and corrode, FRP maintains its integrity even under the most challenging conditions.
- 10
Challenges and Future Prospects
Links
-
In order to broaden the application field of products and improve the market competitiveness of products,MineMaxx stepped up the implementation of the new product technology reserve strategy. According to the feedback of marketing personnel and relevant users as well as the market research of technical personnel, it comprehensively carried out the technical reserve of different types of new products, such as ceramic desulfurization pumps, froth slurry pumps, which greatly shortened the product delivery cycle and improved user trust.
-
Slurry pumps are designed to handle abrasive and corrosive slurries, which can cause significant wear and tear on the pump components. To ensure the longevity and efficiency of slurry pumps, it is essential to understand and properly maintain the wear parts. Here are the primary wear parts of slurry pumps:
-
- Throat Bush: Protects the area around the impeller eye where the slurry first enters.
-
- Ensure the pump has adequate NPSH available to avoid cavitation.
-
-
- Decide between direct drive, belt drive, or variable speed drive based on your application needs.
-
- Decide between direct drive, belt drive, or variable speed drive based on your application needs.
-
-
In line vertical pumps are specifically designed to save space while delivering efficient performance. These pumps are installed directly in the pipeline, with the motor positioned vertically, reducing the overall footprint of the pump system. This design is particularly beneficial in applications where space is limited, but high performance is still required. In line vertical pumps are commonly used in HVAC systems, water treatment plants, and other industries where compact, efficient pumping solutions are needed. The vertical orientation of these pumps also allows for easier alignment and installation, which can reduce the time and cost associated with setting up a pump system.
-
-
In the world of fluid handling, the choice between a vertical inline pump and a centrifugal pump can significantly impact system efficiency, maintenance, and overall performance. Both types of pumps are widely used in various industries, but they have distinct characteristics that make them suitable for different applications.
-
-
In conclusion, wholesale slurry pumps play an essential role in various industrial applications by providing the necessary tools for effective slurry management. Their durability, cost efficiency, and technological advancements make them the preferred choice for businesses aiming to enhance productivity and operational efficiency. As industries continue to evolve, the demand for reliable and efficient slurry pumps will only increase, emphasizing the importance of these robust machines in modern manufacturing and resource processing sectors. Investing in quality wholesale slurry pumps is not just a purchase; it is a strategic move toward achieving long-term operational success.
-
High pressure vertical pumps are designed to handle fluids at high pressures and are often used in applications where space is limited. These pumps are typically installed vertically, which allows them to have a smaller footprint compared to their horizontal counterparts. The vertical design is particularly advantageous in environments where floor space is at a premium, such as in high-rise buildings or industrial plants with constrained layouts. These pumps are known for their ability to deliver high pressure with minimal energy consumption, making them an efficient choice for systems that require constant, reliable pressure. By optimizing the design of high pressure vertical pumps, engineers can ensure that these pumps provide robust performance in demanding applications.
-
-
-
- Head: Calculate the total head required (static head plus friction losses).
-
-
Function: The backplate provides structural support and helps in mounting the pump.
-
Slurry pump parts are particularly susceptible to wear due to the abrasive nature of the materials they handle. Components such as the impeller, casing, and liners are all subject to gradual wear, which can impact pump performance if not managed properly. Regular inspections and wear assessments are key to determining the optimal replacement cycle for these parts. By using advanced monitoring techniques and predictive maintenance tools, you can track the wear rate of slurry pump parts and plan replacements before they cause a significant drop in performance. This proactive approach helps to extend the life of the pump and reduce overall maintenance costs.
-
4. Shaft Sleeves
-
Selecting the appropriate slurry pump model quickly involves understanding your application's specific requirements and matching them with the pump's capabilities.
-
The Importance of Wholesale Slurry Pumps in Industrial Applications
-

-
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
- Head: Calculate the total head required (static head plus friction losses).
-
- Reach out to the pump manufacturer’s technical support team for assistance in confirming your selection.
-
In summary, the volute is a critical component of centrifugal pumps that significantly influences their efficiency and performance. Its design and construction must be meticulously considered to ensure optimal flow characteristics and pressure generation. By effectively harnessing the kinetic energy of the fluid, the volute plays a central role in the successful operation of centrifugal pumps, making it a fundamental element in fluid transport systems across various industries. Understanding its importance aids in designing better pumps that meet the demanding requirements of modern applications.
-
- If needed, consult with industry experts or engineers to validate your selection and ensure optimal performance.
-
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
Casting slurry pump parts are designed to withstand the rigors of handling abrasive materials, but they too require careful monitoring and timely replacement. The quality of the casting, the material used, and the operating conditions all influence the wear rate of these parts. By selecting high-quality casting slurry pump parts and implementing a regular inspection routine, you can better manage wear and optimize the replacement cycle. This approach ensures that your pump continues to operate efficiently, even in demanding environments, and helps to avoid costly breakdowns.
-
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
-
-
Adapting to High Liquid Level Conditions with SPR Slurry Pumps
-
In the demanding environments of mining and quarry operations, the role of horizontal slurry pumps is crucial. These pumps handle abrasive and dense slurries, making them indispensable for processes such as ore transport, tailings management, and sand separation. This article explores how the centrifugal slurry pump design and OEM horizontal slurry pump applications contribute to improved operational efficiency and reduced costs in mining and quarrying.
-
There are several types of impellers used in sewage pumps, each with distinct features catering to various types of sewage applications. The most common types include open, semi-open, and enclosed impellers. Open impellers have no front shroud, allowing for larger solids to pass through without clogging. This makes them ideal for handling raw sewage containing debris. Semi-open and enclosed impellers, on the other hand, are more suitable for cleaner liquids, offering better efficiency and pressure generation.
sewage pump impeller
-
-
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
-
In deep pit and high liquid level applications, pumps must withstand significant pressures and abrasive conditions. High pressure vertical pumps are specifically designed to handle these challenges. Their robust construction and ability to operate under high pressures make them ideal for transporting slurry from deep pits or sumps. These pumps are engineered to resist wear and tear, ensuring a longer service life even in harsh conditions. By focusing on the durability and pressure-handling capabilities of high pressure vertical pumps, engineers can optimize their design for deep pit applications, ensuring consistent performance and reducing the need for frequent maintenance.
-
Types:
-
Comparing Vertical and Horizontal Pumps: Key Considerations
-
Establishing a Pump Wet End Replacement Schedule
-
Enhancing Productivity with AH Slurry Pump Parts
-
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
-
Adapting to High Liquid Level Conditions with SPR Slurry Pumps
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire