fibre reinforced plastic tanks and vessels
-
In addition to durability and versatility, Sungil Group’s water tanks are designed with safety in mind. With features such as UV protection and advanced sealing mechanisms, these tanks prevent contamination and ensure that the stored water remains pure. This is particularly crucial in regions where waterborne diseases pose a significant threat to public health. By investing in high-quality water tanks from Sungil Group, consumers and organizations can enhance their water safety measures and contribute to public health within their communities.
sungil grp water tank
...
Popular articles
- 1
3. Design Flexibility FRP can be molded into various shapes and sizes, allowing for customized solutions to meet specific storage needs. This design versatility enables manufacturers to create tanks that fit tight spaces or conform to unusual layouts without compromising structural integrity.
- 2
The operation of a carbon filter vessel hinges on two primary processes adsorption and filtration. As water enters the vessel, it is directed through layers of activated carbon. The adsorption process occurs when the contaminants in the water come into contact with the surface of the activated carbon and adhere to it. The efficacy of this method is largely influenced by the properties of the activated carbon, including its surface area, pore structure, and the presence of functional groups that enhance its adsorptive qualities.
- 3
Another compelling feature of molded FRP is its corrosion resistance. Unlike metals, which can rust and degrade over time, molded FRP can withstand harsh environmental conditions without succumbing to corrosion. This property makes it an ideal material for infrastructure projects, such as bridges, pools, and chemical processing plants, where exposure to aggressive substances is common. In fact, many companies are now replacing traditional materials with molded FRP to extend the lifespan of their assets and reduce maintenance costs.
molded frp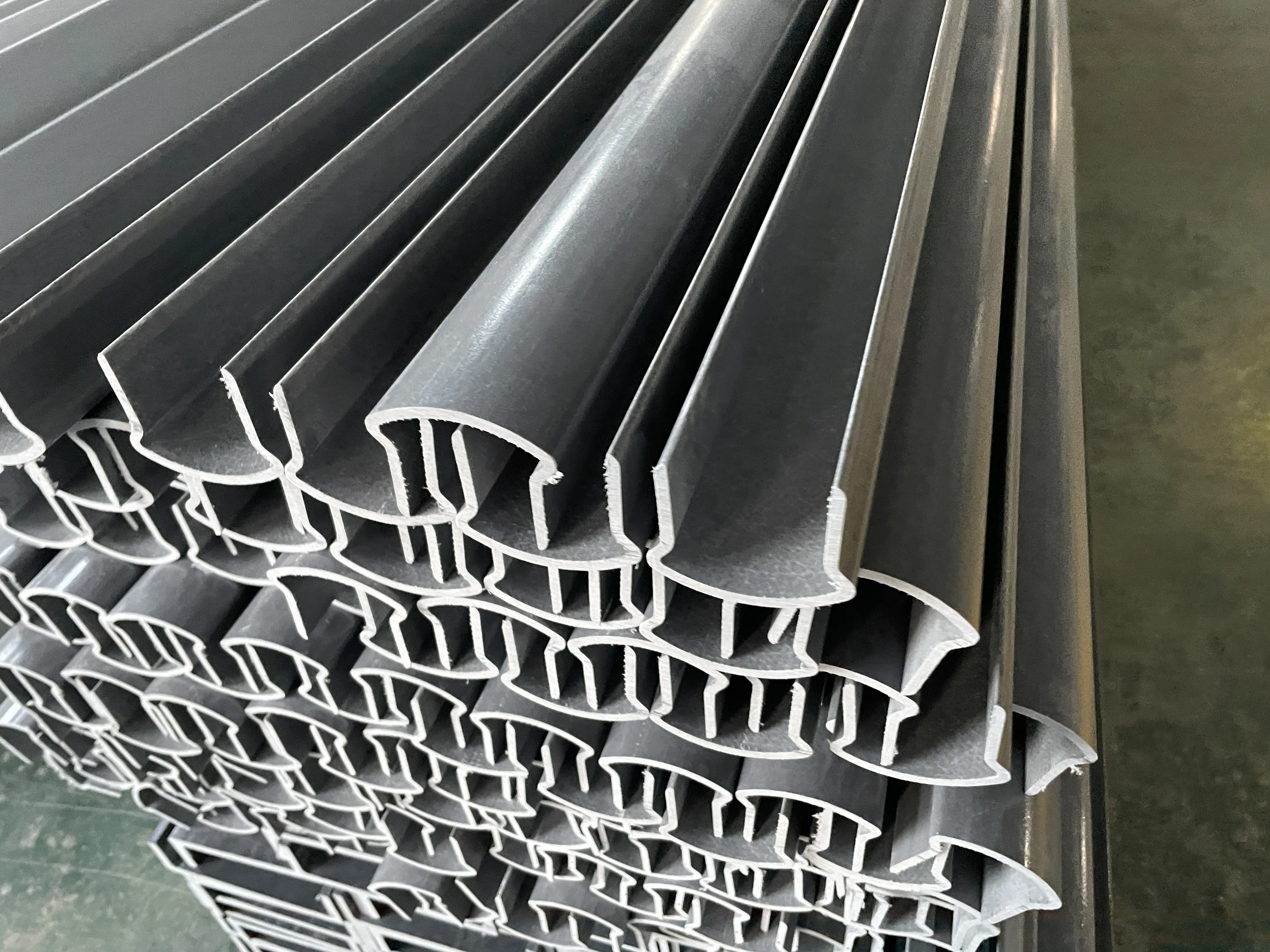
- 4
Despite these advantages, it’s important to acknowledge some challenges associated with molded FRP. Cost can be a barrier for some applications, as the initial investment in production and materials may be higher than traditional options. Additionally, while molded FRP is incredibly durable, it can have limitations concerning impact resistance and thermal performance compared to metals or other composites.
- 5
4. Cost-Effective While the initial investment in an RO system can be higher than other filtration systems, the long-term savings from reduced bottled water purchases and health benefits can outweigh the upfront costs.
- 6
Applications of FRP Water Tanks
- 7
The Rise of FRP Railings A Modern Solution for Safety and Aesthetics
- 8
Installation Considerations
- 9
What are FRP Stair Treads?
- 10
Conclusion
Links
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
-
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
-
- Many manufacturers offer software tools that automate the pump selection process.
-
-
In firefighting systems, propeller pumps also play a crucial role. They provide the necessary pressure and volume of water needed to combat fires effectively. Their capability to move large quantities of water quickly makes them a reliable choice for fire departments, particularly in high-risk areas where rapid response is critical.
-
The performance and efficiency of a horizontal centrifugal slurry pump are crucial for ensuring its optimal operation in various industrial applications. Accurate assessment of these factors involves detailed testing of flow rate, head, and efficiency. This article explores the essential performance indicators and how they are measured to ensure that the centrifugal slurry pump operates according to expected standards.
-
Evaluating Slurry Transport Using Centrifugal Pumps
-
3. Consider Material and Design
-

-
These flanges serve as the connection points for the inlet and outlet of the pump. Proper alignment and sealing of these flanges are vital to ensure the efficient operation of the pump and to prevent leaks. They can vary in size and shape depending on the specific application and the system's design.
-
- Decide between direct drive, belt drive, or variable speed drive based on your application needs.
-
-
Wear Factors: The backplate can wear due to slurry contact and mechanical stresses.
-
Structural Engineering Considerations for Deep Pit Pumping
-
Assessing Head and Pressure in Centrifugal Slurry Pumps
-
Function: Bearing assemblies support the pump shaft and ensure smooth operation.
-
Wear Factors: The backplate can wear due to slurry contact and mechanical stresses.
-
a. Material Compatibility:
-

-
-
Establishing a Pump Wet End Replacement Schedule
-
7. Expeller and Expeller Rings
-
Impellers are the rotating parts of sewage pumps that convert rotational energy from the motor into kinetic energy within the fluid. This transformation occurs through the design of the impeller blades, which are shaped to create a flow of water, pushing it outwards through the volute or the casing. The design of the impeller directly affects the pump's efficiency, capacity, and performance.
-
Sewage pump impellers play a crucial role in the effective management of wastewater systems
. These specialized components are designed to transport sewage and wastewater from lower to higher elevations, ensuring that sewage is directed away from residential and commercial properties to treatment facilities. Understanding the functionality and types of sewage pump impellers can help in selecting the right pump for specific applications.
-
- Decide between direct drive, belt drive, or variable speed drive based on your application needs.
-
-
-
-
-
The centrifugal slurry pump design plays a significant role in the effective transportation of slurry in mining operations. The design ensures that the pump can handle high-density materials without compromising performance. This is particularly important in mining, where the slurry often contains heavy and abrasive particles that can wear down pump components. The robust construction and optimized design of horizontal slurry pumps allow them to move large volumes of slurry over long distances, ensuring that materials are efficiently transported from extraction sites to processing facilities. By selecting the appropriate centrifugal pump for slurry, mining operations can maintain consistent material flow, reduce downtime, and enhance overall productivity.
-
Establishing a Pump Wet End Replacement Schedule
-
Moreover, the volute's cross-sectional area is carefully calculated to match the flow rate and pressure requirements of the system. An oversized volute may lead to low efficiency, as the fluid may not maintain its velocity to generate adequate pressure. Conversely, a volute that is too small can cause excessive pressure buildup, risking damage to the pump and downstream equipment.
-
-
Understanding Sewage Pump Impellers A Key Component in Waste Management
-
- Decide between direct drive, belt drive, or variable speed drive based on your application needs.
-
Materials: Typically made from the same material as the casing or other wear-resistant materials.
-
Monitoring Wet Parts for Optimal Pump Performance
-
Efficiency Testing for AH Slurry Pump Parts
-
One of the main advantages of propeller pumps is their simplicity and durability. Given their straightforward design, maintenance requirements are generally low, which is advantageous for organizations looking to minimize operational costs. Furthermore, these pumps can be made from various materials designed to resist corrosion, extending their lifespan even in harsh environments.
-
-
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
-
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
-
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
-
Wet parts in a pump, including the impeller, casing, and liners, are continuously exposed to the fluid being pumped, making them prone to wear. Monitoring the condition of these wet parts is crucial for maintaining pump performance. Regular checks and the use of wear indicators can help you determine when a pump wet end replacement is necessary. By establishing a monitoring routine and setting clear wear thresholds, you can replace these components before they fail, thus avoiding unscheduled downtime and extending the overall lifespan of the pump.
-
-
Understanding Slurry Pump Wet End Parts A Comprehensive Overview
-
- Flow Rate: Determine the required flow rate (typically in cubic meters per hour or gallons per minute).
-
5. Evaluate Additional Features
-
Function: Seals prevent slurry from leaking out of the pump and protect the internal components.
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire