mini mesh decking

Popular on the whole site
In addition to their functional benefits, floor drain grates contribute to safety by providing a slip-resistant surface. Many grates are designed with textured surfaces to minimize the risk of slips and falls, which is especially important in wet environments, such as pools, locker rooms, and commercial kitchens.
floor drain grating
Additionally, GFRP rods offer a considerable reduction in weight compared to their steel counterparts. This lightweight nature not only facilitates easier handling during transportation and installation but also reduces the overall load on structures. By minimizing the weight of reinforcing materials, engineers can design more efficient and innovative structural solutions while ensuring safety and stability.
1. Size and Capacity One of the most appealing aspects of SMC panel tanks is their customizable size. They can be produced in various dimensions, allowing for capacities ranging from a few hundred liters to several million liters. This flexibility makes them suitable for diverse applications, from small installations to large-scale water storage systems.
A water softener system is a treatment device designed to reduce the hardness of water, resulting in soft water. The most common method employed in water softening is ion exchange, where calcium and magnesium ions are replaced with sodium or potassium ions. This process not only helps to mitigate the effects of hard water but also extends the lifespan of plumbing fixtures and water-using appliances.
In today's world, water scarcity is a pressing issue, making efficient water storage solutions more important than ever. One notable advancement in this field is the development of Glass Reinforced Plastic (GRP) panel water tanks. These tanks offer a durable, versatile, and environmentally friendly alternative to traditional water storage options. This article explores the key features, benefits, and applications of GRP panel water tanks, and highlights their growing importance in various industries.
The versatility of FRP mini mesh grating allows it to be utilized in a wide array of applications. Commonly found in industrial settings, it is often used for walkways, platforms, and stair treads. The lightweight nature of FRP enables easy installation and maintenance, reducing downtime for operations.
frp mini mesh grating

Popular articles
- 1
Conclusion
- 2
Fiber Reinforced Polymer (FRP) pultruded sections have emerged as a game-changing material in contemporary engineering and construction industries. These sections are created using a pultrusion process, which involves the continuous pulling of fibers through a resin bath and then through a heated die to form a solid profile. This manufacturing method yields lightweight, yet exceptionally strong, materials that offer numerous advantages over traditional materials like steel and concrete.
- 3
The Water Purifier Vessel A Necessity for Clean Water
- 4
One of the primary benefits of moulded grating is its high strength-to-weight ratio. Unlike traditional steel grating, which can be heavy and cumbersome, moulded grating is significantly lighter, which simplifies installation and reduces transportation costs. This makes it particularly attractive for industries where weight is a critical concern, such as in the maritime and aerospace sectors.
- 5
FRP floor grating is manufactured using a polymer matrix reinforced with fibers, typically glass or carbon, which enhances its strength and durability. This composite material is molded into grating panels that can support heavy loads while being resistant to corrosion, fire, and extreme environments. The combination of these properties makes FRP grating a versatile solution for flooring systems.
- 6
Another significant benefit of galvanized storage tanks is their low maintenance requirements
. The zinc coating not only prevents rust but also reduces the frequency of needed inspections and repairs, which can be both time-intensive and costly. For businesses operating on tight margins or with limited resources, the longevity and low upkeep of these tanks can lead to significant cost savings over time.
galvanized storage tank
- 7
Safety is a critical consideration in any infrastructure project, and FRP mesh grating excels in this aspect as well. The grating's surface texture provides excellent slip resistance, reducing the likelihood of accidents in wet or challenging conditions. This feature is crucial for locations that experience heavy foot traffic or where spills may occur. Furthermore, FRP grating is non-conductive and fire-resistant, adding an extra layer of safety in industrial and commercial applications.
- 8
Conclusion
- 9
Long-Term Savings and Durability
fiberglass rebar cost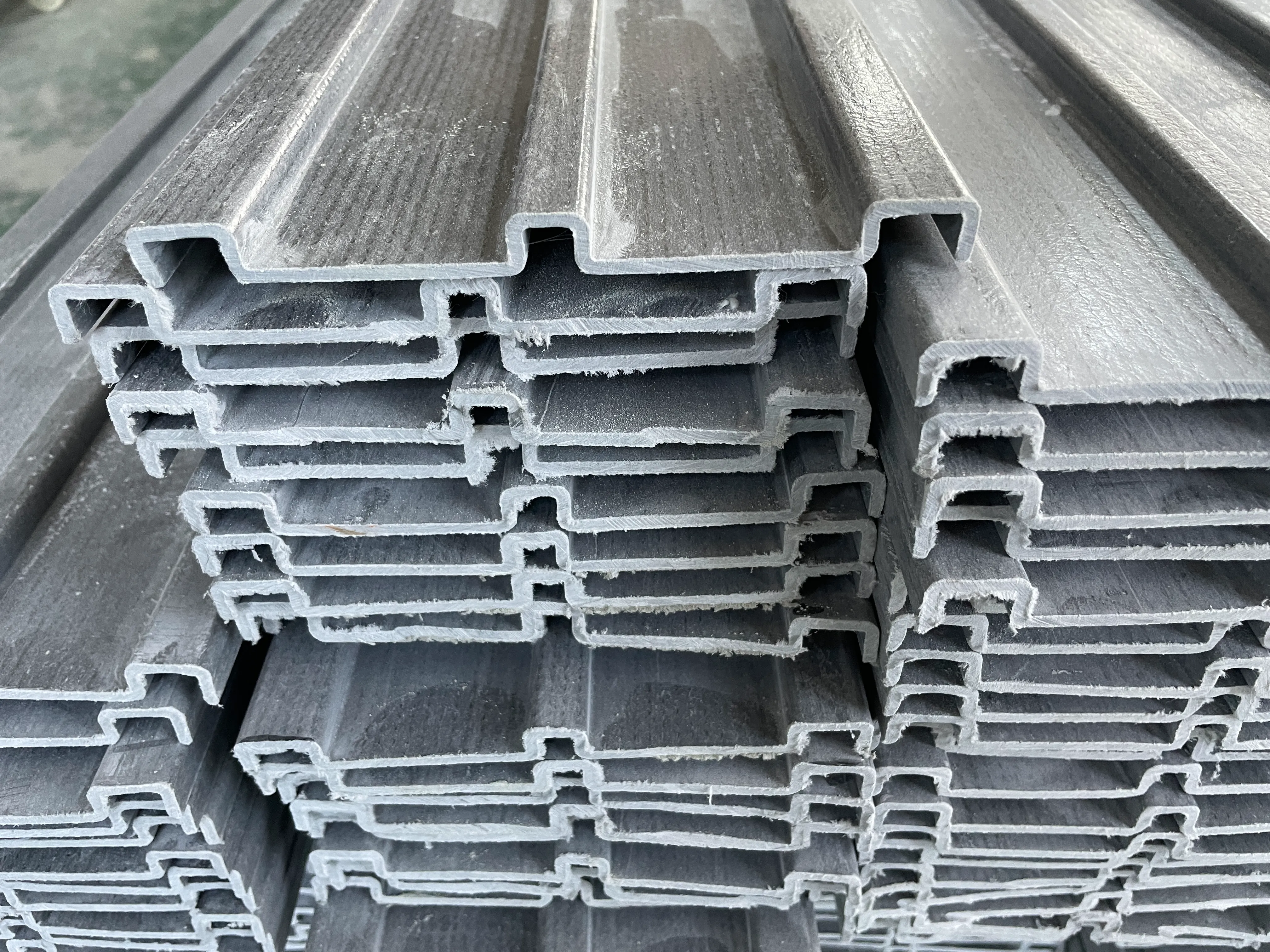
- 10
GRP mesh grating has a wide range of applications. It is commonly used in platforms, walkways, and staircases where safety and durability are paramount. Its slip-resistant surface makes it a preferred choice for high-traffic areas, minimizing the risk of accidents. Additionally, GRP grating is utilized in the construction of platforms in industrial settings, providing safe access to equipment and machinery.
Links
-
The performance and efficiency of a horizontal centrifugal slurry pump are crucial for ensuring its optimal operation in various industrial applications. Accurate assessment of these factors involves detailed testing of flow rate, head, and efficiency. This article explores the essential performance indicators and how they are measured to ensure that the centrifugal slurry pump operates according to expected standards.
-
-
-
Understanding the Role of Propeller Pumps in Various Applications
-
Efficient Horizontal Slurry Pumps Transport in Mining Operations
-
Efficiency testing is essential to determine how effectively the AH Slurry Pump converts energy into useful work. Efficiency is generally expressed as a percentage and is calculated by comparing the pump’s output (the amount of slurry it moves) to the input energy required to operate it. For AH Slurry Pump parts, high efficiency is critical to minimizing energy consumption and operational costs. Efficiency testing involves measuring the pump’s power consumption, flow rate, and head under various operating conditions. By ensuring high efficiency, manufacturers and operators can optimize the performance of the centrifugal slurry pump and reduce the environmental impact of slurry transport operations.
-
The design of the volute is crucial for the efficiency of the pump. A well-designed volute minimizes flow separation and turbulence, ensuring a smooth transition of the fluid from the impeller to the discharge pipe. The volute shape is typically spiral, which facilitates a uniform flow distribution. If the volute is improperly designed, it can lead to inefficiencies such as cavitation, vibrations, and noise, significantly affecting the pump's overall performance.
volute in centrifugal pump
-
-
Efficiency testing is essential to determine how effectively the AH Slurry Pump converts energy into useful work. Efficiency is generally expressed as a percentage and is calculated by comparing the pump’s output (the amount of slurry it moves) to the input energy required to operate it. For AH Slurry Pump parts, high efficiency is critical to minimizing energy consumption and operational costs. Efficiency testing involves measuring the pump’s power consumption, flow rate, and head under various operating conditions. By ensuring high efficiency, manufacturers and operators can optimize the performance of the centrifugal slurry pump and reduce the environmental impact of slurry transport operations.
-
Evaluating the performance and efficiency of horizontal centrifugal slurry pumps involves a comprehensive approach to testing key metrics such as flow rate, head, and efficiency. These tests are essential for ensuring that the centrifugal slurry pump operates according to expected standards and can handle the demands of slurry transport using centrifugal pumps. Regular monitoring and maintenance of AH Slurry Pump parts further contribute to sustaining the pump’s performance, reducing operational costs, and extending the pump’s service life. By focusing on these critical areas, manufacturers and operators can optimize the performance and reliability of horizontal centrifugal slurry pumps, ensuring their continued success in industrial applications.
-
SPR slurry pumps are specifically designed for handling slurry in applications where high liquid levels are a concern. These pumps are engineered to operate efficiently in environments where the pump must remain submerged for extended periods. The vertical design of SPR slurry pumps allows them to function effectively in deep pits and sumps, where other pump types might struggle. By optimizing the design to handle high liquid levels, SPR slurry pumps provide reliable performance in challenging conditions, ensuring that slurry is effectively managed and transported, even in the most demanding deep pit applications.
-
Horizontal slurry pumps are essential tools in the mining and quarrying industries, where they play a pivotal role in processes such as slurry transport, tailings management, and sand separation. The advanced centrifugal slurry pump design and the availability of OEM horizontal slurry pumps ensure that these operations can be carried out efficiently and cost-effectively. By focusing on the quality and maintenance of AH slurry pump parts, operators can extend the life of their equipment, reduce operational costs, and enhance overall productivity. In an industry where efficiency and reliability are paramount, horizontal slurry pumps provide the performance and durability needed to succeed.
-
-
Flow rate is a critical performance metric for the horizontal centrifugal slurry pump as it determines the volume of slurry that the pump can transport over a given time. Measuring the flow rate involves calculating the amount of slurry passing through the pump per unit of time. This is typically expressed in cubic meters per hour (m³/h). Accurate flow rate measurements are essential for understanding how effectively the centrifugal slurry pump can handle the required volume of material, which is particularly important in industries where slurry transport using centrifugal pumps is a key operation. A pump with a consistent and accurate flow rate ensures that the system maintains productivity and reduces the risk of operational downtime.
Materials: High-quality bearings are used to withstand the operational stresses.
Slurry pumps are specifically designed to manage abrasive and viscous fluids. Unlike conventional pumps, which may struggle with the unique characteristics of slurry, specialized slurry pumps are built to withstand high wear and tear. This is primarily due to their robust construction, often featuring materials such as high-chrome alloys and elastomers that enhance their resilience against corrosion and abrasion. As a result, they are capable of handling a wide variety of slurries, including those found in mineral processing, dredging, and even in some agricultural applications.
wholesale slurry pumps
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
1. Impeller
Slurry pumps are essential components in various industries, particularly in mining, mineral processing, and wastewater treatment. They are specifically designed to handle abrasive and viscous materials, which makes understanding their components crucial for optimal performance and longevity. One of the most critical aspects of a slurry pump is its wet end, which refers to the parts that come into direct contact with the slurry. In this article, we will explore the key wet end parts of a slurry pump, their functions, and their importance.
Expand product application areas and shorten the conversion cycle of new product contracts. With the successful development of the company's first 300FMM-B90 froth slurry pump, combined with the results of market research, so far, MineMaxx has again completed the technical reserve of three new products of froth slurry pump, and completed the design of 65MZJ froth slurry pump, realizing the full coverage of conventional pump types. Recently, MineMaxx signed a contract with a company in Hangzhou for two sets of 100FZJ-B50 froth slurry pumps. The products involved in the contract are the new products of the company's technical reserve project. After receiving the contract, the relevant departments of the company quickly carried out work, and completed the technical transformation of all new product contracts in only three days, providing strong technical support for the delivery of subsequent new product contracts.
Wet parts in a pump, including the impeller, casing, and liners, are continuously exposed to the fluid being pumped, making them prone to wear. Monitoring the condition of these wet parts is crucial for maintaining pump performance. Regular checks and the use of wear indicators can help you determine when a pump wet end replacement is necessary. By establishing a monitoring routine and setting clear wear thresholds, you can replace these components before they fail, thus avoiding unscheduled downtime and extending the overall lifespan of the pump.
Slurry pumps are specifically designed to manage abrasive and viscous fluids. Unlike conventional pumps, which may struggle with the unique characteristics of slurry, specialized slurry pumps are built to withstand high wear and tear. This is primarily due to their robust construction, often featuring materials such as high-chrome alloys and elastomers that enhance their resilience against corrosion and abrasion. As a result, they are capable of handling a wide variety of slurries, including those found in mineral processing, dredging, and even in some agricultural applications.
wholesale slurry pumps
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
Selecting the appropriate slurry pump model quickly involves understanding your application's specific requirements and matching them with the pump's capabilities.
The impeller is a rotating component within the pump that transfers energy from the motor to the slurry. It plays a significant role in creating the flow and pressure necessary to move the slurry through the system. Impellers for slurry pumps are typically heavier and more robust than those used in standard pumps to withstand the harsh conditions encountered in abrasive applications. Their design can vary, with options for different shapes and sizes to accommodate specific types of slurries.
- Check the power requirements and ensure compatibility with your available power supply.
Wear Factors: Impellers are subject to high levels of wear due to the abrasive nature of slurries.Materials: Common materials for impellers include high-chrome alloys, natural rubber, and polyurethane.
The Role of the Volute in Centrifugal Pumps
When designing pumps for deep pit applications, structural engineering plays a crucial role in ensuring reliability and efficiency. The vertical orientation of these pumps must be supported by a sturdy framework that can handle the stresses associated with deep pit operations. This includes ensuring that the pump’s foundation is secure and that the piping system is properly aligned to prevent vibrations and other operational issues. Additionally, the materials used in constructing vertical multistage centrifugal pumps must be carefully selected to resist corrosion and wear. By considering these structural engineering factors, designers can optimize the performance and durability of vertical slurry pumps in deep pit applications.
Enhancing Durability with High Pressure Vertical Pumps
The Role of the Volute in Centrifugal Pumps
The pump casing encases the impeller and provides a pathway for the slurry to flow. It is structured to withstand high-pressure conditions and is often made from durable materials such as cast iron or high chromium content alloys. The casing must also be designed to minimize wear caused by the abrasive nature of the slurry, making material selection critical for long-term performance.
Wear Factors: Seals can degrade over time due to contact with abrasive slurry and need regular replacement.
Vertical inline centrifugal pumps offer a streamlined installation process, which is crucial for deep pit applications. The inline design allows these pumps to be integrated directly into existing piping systems, reducing the need for extensive modifications. This not only saves time but also minimizes disruption to ongoing operations. Additionally, the vertical orientation of these pumps makes them easier to align and secure in tight spaces, ensuring stable operation. For deep pit applications, where access can be challenging, the ease of installation provided by vertical inline centrifugal pumps is a significant benefit. Optimizing the installation process further enhances the pump’s performance and longevity in demanding environments.
- Verify that the pump operates efficiently at the desired operating point (usually within the best efficiency range).
- Many manufacturers offer software tools that automate the pump selection process.
3. Consider Material and Design
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire
×