waste water treatment equipment
Popular on the whole site
- Construction and Infrastructure FRP rectangular tubes are widely used in building frameworks, bridges, and supporting structures due to their high strength and lightweight properties.
1. Material Composition The makeup of FRP channels can significantly affect their prices. Different formulations and resin types can enhance properties such as strength, durability, and thermal resistance. For instance, channels made with high-quality vinyl ester resins often have higher performance characteristics, which can translate to increased costs.
5. Whole House Filters For a comprehensive approach, whole house filtration systems are installed at the point of entry for your home’s water supply. These systems can remove sediments, chlorine, and other contaminants across all water sources, ensuring that every tap in the house provides clean water.
Marine grating typically refers to a type of flooring system composed of a series of parallel bars or plates, often made from materials resistant to corrosion, such as fiberglass, aluminum, or stainless steel. The primary function of marine grating is to provide a stable walking surface while allowing for the passage of water, light, and air. This is particularly important in harsh marine environments, where traditional flooring materials may degrade quickly due to exposure to saltwater, UV radiation, and other environmental factors.
The applications of 2472 FRP vessels are diverse, spanning multiple sectors, including chemical engineering, water management, and even aerospace. In the chemical industry, for instance, these vessels are often employed to store corrosive substances, ensuring that hazardous materials are contained safely without risk of leakage or reaction. Their lightweight and durable nature also makes them suitable for transporting chemicals over long distances.
2472 frp vessel
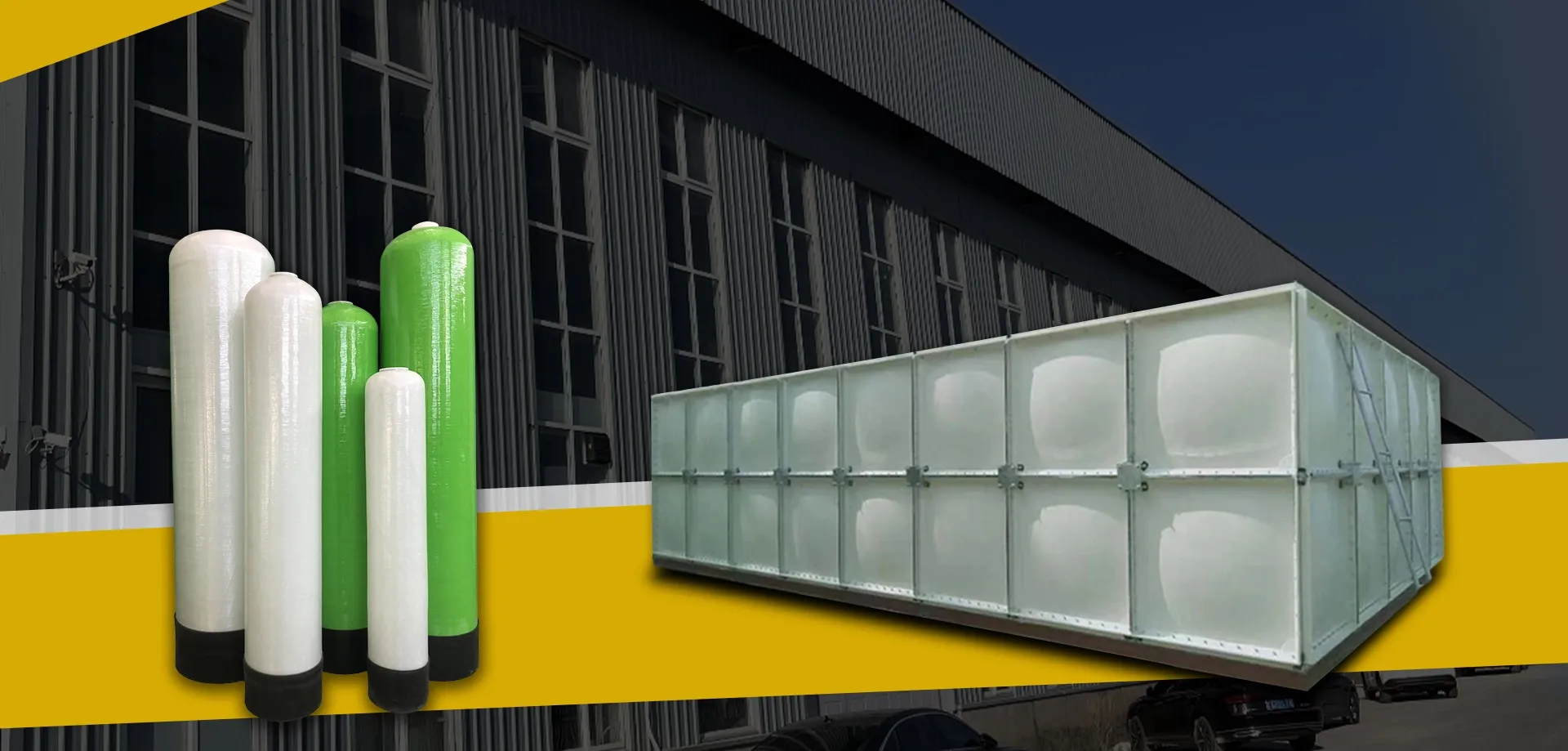
In recent years, the quest for sustainable and efficient water storage solutions has led to the emergence of fiber water tanks as a preferred choice for both residential and commercial applications. These innovative tanks, made chiefly from reinforced fiberglass, offer a host of advantages that make them a viable alternative to traditional materials such as concrete, steel, and plastic.
Whatever the shape, size or color, we are the best suppliers in China when it comes to providing you with FRP Grating for your next project. With products specifically designed for sensitive sea-grass areas through to unique offshore oil and gas platform applications, we have the experience to provide the best solution for you. We have load tables and technical data on all our FRP grating products available in China and can also carry out our own in-house specific requested data at our factory, tailored to your individual specifications.
Popular articles
- 1
In an age where sustainability is paramount, GRP insulated water tanks stand out as an environmentally friendly option. They are produced with sustainable practices and have a longer lifespan than many traditional materials. Additionally, their durability and reduced maintenance needs mean less material waste over time. When no longer in use, GRP can be recycled, contributing to a circular economy.
- 2
Furthermore, regulatory compliance plays a significant role in the implementation of machine guarding systems. Occupational Safety and Health Administration (OSHA) standards mandate safety measures to protect workers from machinery hazards. Failure to comply with these regulations not only endangers workers’ safety but can also result in hefty fines and legal consequences for companies. As such, investing in effective machine guarding systems can be viewed as both a moral obligation and a business necessity.
- 3
In conclusion, FRP mini mesh grating represents a significant advancement in materials technology, providing a versatile, durable, and cost-effective solution for a wide range of applications. With its exceptional resistance to environmental factors, combined with safety benefits and ease of maintenance, it stands out as an ideal choice over traditional materials. As industries continue to seek innovative solutions to meet their unique challenges, FRP mini mesh grating is poised to play an increasingly crucial role in various sectors.
- 4Compliance with various industry standards and regulations affects pricing as manufacturers ensure that their products meet safety and environmental requirements. The costs associated with testing, certification, and adherence to these standards are often passed on to consumers, contributing to elevated pricing for compliant vessels.
- 5
3. Cost-Effectiveness Because sectional tanks are often easier and faster to install compared to traditional tanks, they can lead to significant cost savings in both labor and materials. Additionally, their modular design means that companies can expand their storage capacity by adding more sections without the need for completely new tanks.
sectional tanks
- 6
4. Customization Fiberglass can be molded into various shapes, colors, and sizes, providing versatility to accommodate different design needs. This customization not only allows for aesthetic appeal but also ensures that the treads can fit specific environmental requirements.
- 7
One of the remarkable features of GRP grating is its non-conductive nature. Unlike metal grating, GRP does not conduct electricity, making it a safer option in environments where electrical hazards may occur. Additionally, its slip-resistant surface enhances safety for workers, reducing the risk of accidents in both dry and wet conditions.
- 8
- Municipal Water Supply Many municipalities incorporate GRP tanks into their water supply systems to provide a dependable storage solution that is both cost-effective and easy to maintain.
- 9
In addition to chemical resistance, molded fiberglass grating is also lightweight yet robust. This combination makes it easier to handle and install compared to heavier materials like steel or aluminum. Contractors often find that the lighter weight translates into lower transportation costs and reduced installation time, ultimately leading to project cost savings. Furthermore, the durability of fiberglass grating ensures that it can withstand heavy loads and foot traffic without compromising structural integrity.
- 10
Benefits of Using RO Water Systems
Links
-
-
Materials: High-quality bearings are used to withstand the operational stresses.
-
-
Efficient Horizontal Slurry Pumps Transport in Mining Operations
-
Horizontal inline centrifugal pumps are among the most versatile pumps available, widely used across industries for their reliability and ease of maintenance. Unlike vertical pumps, these pumps are installed horizontally, which typically makes them easier to service and maintain. The horizontal design allows for more straightforward access to the pump’s internal components, which can be a significant advantage in applications where regular maintenance is required. Additionally, horizontal inline centrifugal pumps are capable of handling a wide range of fluid viscosities and flow rates, making them suitable for various industrial processes. Their versatility and robust construction make them a popular choice for many fluid handling applications.
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
-
- Packing Seals: Use a packing material to create a seal around the shaft.
-
Evaluating Slurry Transport Using Centrifugal Pumps
-
Simplified Installation with Vertical Inline Centrifugal Pumps
-
Wear Factors: Impellers are subject to high levels of wear due to the abrasive nature of slurries.Materials: Common materials for impellers include high-chrome alloys, natural rubber, and polyurethane.
-
Monitoring and Maintaining AH Slurry Pump Parts
-
The impeller wear ring is a crucial component in any pumping system, particularly in slurry applications where abrasive materials can cause significant wear. Over time, the wear ring can erode, leading to decreased efficiency and increased energy consumption. To prevent these issues, it’s essential to regularly inspect the wear ring and replace it before it becomes too worn. By monitoring the condition of the impeller wear ring and understanding the specific wear patterns in your system, you can establish an optimal replacement schedule that prevents unexpected failures and maintains pump efficiency.
-
-
-
-
4. Shaft Sleeves
-
Vertical stage pumps are a type of multistage pump that is designed to handle high-pressure applications. These pumps are characterized by their ability to generate high pressure through multiple stages, each adding to the total pressure head. Vertical stage pumps are particularly useful in applications where a significant pressure increase is needed, such as in high-rise building water supply systems, boiler feed applications, and pressure boosting systems. The vertical design of these pumps allows for a compact, efficient solution that can deliver the necessary pressure without taking up excessive space. By selecting the appropriate vertical stage pump for your system, you can ensure that your fluid handling needs are met efficiently and effectively.
-
One of the primary advantages of purchasing wholesale slurry pumps is cost efficiency. When companies buy in bulk, they can take advantage of reduced prices, resulting in significant savings. This is especially beneficial for large-scale projects where multiple pumps are required. In addition, wholesale suppliers typically offer a wide range of models and specifications, allowing businesses to choose the most appropriate pump according to their unique needs. This capability ensures that operations can run smoothly and efficiently without significant downtime caused by equipment failure.
-
-
In conclusion, wholesale slurry pumps play an essential role in various industrial applications by providing the necessary tools for effective slurry management. Their durability, cost efficiency, and technological advancements make them the preferred choice for businesses aiming to enhance productivity and operational efficiency. As industries continue to evolve, the demand for reliable and efficient slurry pumps will only increase, emphasizing the importance of these robust machines in modern manufacturing and resource processing sectors. Investing in quality wholesale slurry pumps is not just a purchase; it is a strategic move toward achieving long-term operational success.
-
Regular monitoring and maintenance of AH Slurry Pump parts are crucial for sustaining the pump’s performance and efficiency. This includes inspecting components such as the impeller, casing, and wear plates for signs of wear or damage. Replacing worn parts promptly helps maintain the pump’s performance and prevents more extensive damage that could lead to costly repairs or replacements. Additionally, monitoring the pump’s operational parameters, such as vibration and noise levels, can provide early warning signs of potential issues. By keeping AH Slurry Pump parts in optimal condition, operators can ensure consistent performance and prolong the lifespan of the horizontal centrifugal slurry pump.
-
3. Wear Plates
slurry pump wet end parts
Moreover, the volute's cross-sectional area is carefully calculated to match the flow rate and pressure requirements of the system. An oversized volute may lead to low efficiency, as the fluid may not maintain its velocity to generate adequate pressure. Conversely, a volute that is too small can cause excessive pressure buildup, risking damage to the pump and downstream equipment.
Materials: Made from wear-resistant materials like high-chrome alloys or stainless steel.
The performance and efficiency of a horizontal centrifugal slurry pump are crucial for ensuring its optimal operation in various industrial applications. Accurate assessment of these factors involves detailed testing of flow rate, head, and efficiency. This article explores the essential performance indicators and how they are measured to ensure that the centrifugal slurry pump operates according to expected standards.
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
Evaluating Slurry Transport Using Centrifugal Pumps
Monitoring Wet Parts for Optimal Pump Performance
- Many manufacturers offer software tools that automate the pump selection process.
3. Casing
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.