frp piles

Popular articles
- 1
In addition to safety, Fibergrate stair treads offer remarkable durability. Traditional materials such as wood or metal can degrade over time due to exposure to harsh weather, chemicals, or even constant foot traffic. Unlike these conventional materials, FRP is highly resistant to corrosion, rust, and decay. This resistance ensures a longer lifespan for the stairs and minimizes maintenance costs over time. Moreover, the lightweight nature of Fibergrate products makes them easier to handle and install, reducing labor costs associated with heavy materials.
fibergrate stair treads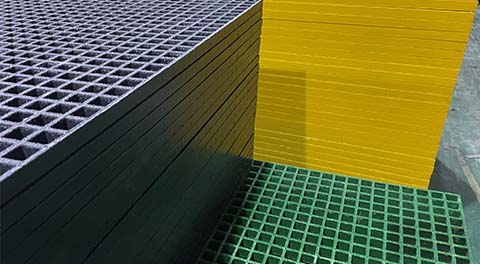
- 2
Beyond its functional advantages, fiberglass floor grating comes in a variety of colors and designs, allowing for greater customization in visual appeal. This flexibility enables businesses to choose grating that complements their branding or enhances the aesthetic of their facilities. The ability to integrate color into the flooring system not only serves practical purposes, such as demarcation for safety, but also enriches the overall environment of the space.
- 3
- 4
Safety is a paramount concern in any industrial or commercial setting. Stainless steel floor grating provides slip resistance due to its open design and customizable surface textures. This is particularly important in areas where spills can occur, such as food processing plants or manufacturing facilities. The grating allows for drainage, preventing water or other liquids from pooling on the surface and reducing the risk of slip-and-fall accidents. Furthermore, stainless steel is fire-resistant, adding another layer of safety in environments that involve welding or other heat-producing processes.
- 5
Flexibility is another vital characteristic of fiberglass fence rods. They can withstand significant stress without breaking or bending, which is particularly important for agricultural fencing. In regions prone to high winds or heavy snow, fiberglass rods can flex without snapping, providing consistent support and maintaining the integrity of the fence. This flexibility also makes fiberglass an excellent choice for various terrains, allowing for custom adaptations and installations that accommodate the land's natural contours.
fiberglass fence rods
- 6The demand for FRP vessels varies by region and industry. In areas with high industrial activity or stringent environmental regulations, the demand for durable and corrosion-resistant materials continues to rise, driving prices upward. Conversely, in markets with lower demand or competition from alternative materials, prices may stabilize or decrease.
- 7
Understanding GRP Walkway Grating Benefits and Applications
- 8
- Residential Many households install RO systems for drinking water purification, ensuring they have access to high-quality water for consumption and cooking.
- 9
Non-slip metal grating finds applications in various sectors. In the construction industry, it is often used in walkways, stairwells, and platforms to ensure safety for workers. In the food and beverage industry, these gratings can be utilized in areas exposed to spills, maintaining a safe and hygienic environment. Similarly, in wastewater treatment facilities, non-slip gratings help prevent slips in wet conditions, contributing to worker safety.
- 10
Understanding the Role of FRP Rebar Manufacturers in Modern Construction
Links
-
Monitoring and Maintaining AH Slurry Pump Parts
-
Function: Bearing assemblies support the pump shaft and ensure smooth operation.
-
-
1. Impeller
-
-
5. Shaft and Bearing Assembly
-
The choice between a vertical inline pump and a centrifugal pump depends on various factors, including space constraints, pressure requirements, and maintenance considerations. By carefully evaluating your system's needs and the specific advantages of each pump type, you can select the right pump that meets your operational requirements and ensures long-term reliability.
-
-
Additionally, propeller pumps are extensively used in industrial applications, such as in cooling systems for power plants and manufacturing facilities. They circulate water or other cooling fluids to regulate temperature, thus preventing overheating and ensuring operational efficiency. The design of propeller pumps allows them to operate continuously, which is ideal for industrial settings where downtime can lead to significant losses.
-
- Most slurry pump manufacturers provide selection charts that correlate slurry characteristics and operating conditions with suitable pump models.
-
Impellers are the rotating parts of sewage pumps that convert rotational energy from the motor into kinetic energy within the fluid. This transformation occurs through the design of the impeller blades, which are shaped to create a flow of water, pushing it outwards through the volute or the casing. The design of the impeller directly affects the pump's efficiency, capacity, and performance.
-
Materials: Typically made from the same material as the casing or other wear-resistant materials.
-
In conclusion, propeller pumps are an essential component in many industries. Their ability to efficiently handle large volumes of liquid makes them invaluable for water treatment, agriculture, industrial processes, and firefighting. As technology advances, we can expect further innovations in propeller pump design, enhancing their effectiveness and broadening their applications.
-
Evaluating the performance and efficiency of horizontal centrifugal slurry pumps involves a comprehensive approach to testing key metrics such as flow rate, head, and efficiency. These tests are essential for ensuring that the centrifugal slurry pump operates according to expected standards and can handle the demands of slurry transport using centrifugal pumps. Regular monitoring and maintenance of AH Slurry Pump parts further contribute to sustaining the pump’s performance, reducing operational costs, and extending the pump’s service life. By focusing on these critical areas, manufacturers and operators can optimize the performance and reliability of horizontal centrifugal slurry pumps, ensuring their continued success in industrial applications.
-
2. Liners
-
1. Understand Your Application Requirements
-
In various industrial sectors, the efficient handling and transportation of slurry— a mixture of solids and liquids— is critical. Whether in mining, construction, or wastewater treatment, the need for reliable machinery to manage these challenging substances has led to the increased utilization of slurry pumps. Among these, wholesale slurry pumps have emerged as a vital resource, offering a practical solution for businesses looking to optimize their operations.
-
The choice between a vertical inline pump and a centrifugal pump depends on various factors, including space constraints, pressure requirements, and maintenance considerations. By carefully evaluating your system's needs and the specific advantages of each pump type, you can select the right pump that meets your operational requirements and ensures long-term reliability.
-
- Review the performance curves for the selected pump models to ensure they meet your flow rate and head requirements.
-
b. Industry Consultants:
-
-
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
-
b. Impeller Design:
-
Expand product application areas and shorten the conversion cycle of new product contracts. With the successful development of the company's first 300FMM-B90 froth slurry pump, combined with the results of market research, so far, MineMaxx has again completed the technical reserve of three new products of froth slurry pump, and completed the design of 65MZJ froth slurry pump, realizing the full coverage of conventional pump types. Recently, MineMaxx signed a contract with a company in Hangzhou for two sets of 100FZJ-B50 froth slurry pumps. The products involved in the contract are the new products of the company's technical reserve project. After receiving the contract, the relevant departments of the company quickly carried out work, and completed the technical transformation of all new product contracts in only three days, providing strong technical support for the delivery of subsequent new product contracts.
-
Flow Rate Measurement in Horizontal Centrifugal Slurry Pump
-
-
Function: Bearing assemblies support the pump shaft and ensure smooth operation.
-
-
-
In agriculture, propeller pumps are commonly employed for irrigation purposes. With the ever-increasing need for food production and sustainable practices, farmers often rely on these pumps to distribute water from reservoirs or rivers to their fields. The efficiency and reliability of propeller pumps allow for optimal irrigation strategies, which are vital in maintaining crop health and maximizing yield. Moreover, they can operate in varying conditions, making them suitable for diverse agricultural environments.
propeller pump is used for
-
Understanding Sewage Pump Impellers A Key Component in Waste Management
-
-
Function: The backplate provides structural support and helps in mounting the pump.
-
In order to broaden the application field of products and improve the market competitiveness of products,MineMaxx stepped up the implementation of the new product technology reserve strategy. According to the feedback of marketing personnel and relevant users as well as the market research of technical personnel, it comprehensively carried out the technical reserve of different types of new products, such as ceramic desulfurization pumps, froth slurry pumps, which greatly shortened the product delivery cycle and improved user trust.
-
a. Manufacturer’s Support:
-
Types:
-
6. Bearing Assemblies
-
In order to broaden the application field of products and improve the market competitiveness of products,MineMaxx stepped up the implementation of the new product technology reserve strategy. According to the feedback of marketing personnel and relevant users as well as the market research of technical personnel, it comprehensively carried out the technical reserve of different types of new products, such as ceramic desulfurization pumps, froth slurry pumps, which greatly shortened the product delivery cycle and improved user trust.
-
The effectiveness of slurry transport using centrifugal pumps largely depends on the pump’s ability to handle abrasive and viscous materials. Performance testing for slurry transport applications involves assessing how well the horizontal centrifugal slurry pump can move slurry without significant wear or loss of efficiency. This testing includes monitoring the pump’s performance over time, particularly under harsh operating conditions, to ensure that the centrifugal slurry pump can withstand the rigors of slurry transport. Evaluating the pump’s performance in this context helps identify potential issues before they lead to system failures, ensuring that the AH Slurry Pump parts remain in good condition and continue to operate efficiently.
-
Propeller pumps are a crucial element in the field of fluid dynamics, primarily utilized for their efficiency in moving large volumes of fluids. These pumps operate on a simple principle they use a rotating propeller to impart energy to the liquid, creating a flow that can be directed to various applications. This article explores the various uses and advantages of propeller pumps.
-
Slurry pumps are specifically designed to manage abrasive and viscous fluids. Unlike conventional pumps, which may struggle with the unique characteristics of slurry, specialized slurry pumps are built to withstand high wear and tear. This is primarily due to their robust construction, often featuring materials such as high-chrome alloys and elastomers that enhance their resilience against corrosion and abrasion. As a result, they are capable of handling a wide variety of slurries, including those found in mineral processing, dredging, and even in some agricultural applications.
wholesale slurry pumps
-
Materials: Liners are often made from high-chrome alloys, rubber, or other wear-resistant materials.
-
Tailings Management with OEM Horizontal Slurry Pumps
-
Assessing Head and Pressure in Centrifugal Slurry Pumps
-
Materials: Made from wear-resistant materials like high-chrome alloys or stainless steel.
-
In line vertical pumps are specifically designed to save space while delivering efficient performance. These pumps are installed directly in the pipeline, with the motor positioned vertically, reducing the overall footprint of the pump system. This design is particularly beneficial in applications where space is limited, but high performance is still required. In line vertical pumps are commonly used in HVAC systems, water treatment plants, and other industries where compact, efficient pumping solutions are needed. The vertical orientation of these pumps also allows for easier alignment and installation, which can reduce the time and cost associated with setting up a pump system.
-
Horizontal slurry pumps are essential tools in the mining and quarrying industries, where they play a pivotal role in processes such as slurry transport, tailings management, and sand separation. The advanced centrifugal slurry pump design and the availability of OEM horizontal slurry pumps ensure that these operations can be carried out efficiently and cost-effectively. By focusing on the quality and maintenance of AH slurry pump parts, operators can extend the life of their equipment, reduce operational costs, and enhance overall productivity. In an industry where efficiency and reliability are paramount, horizontal slurry pumps provide the performance and durability needed to succeed.
-
-
-
There are several types of impellers used in sewage pumps, each with distinct features catering to various types of sewage applications. The most common types include open, semi-open, and enclosed impellers. Open impellers have no front shroud, allowing for larger solids to pass through without clogging. This makes them ideal for handling raw sewage containing debris. Semi-open and enclosed impellers, on the other hand, are more suitable for cleaner liquids, offering better efficiency and pressure generation.
sewage pump impeller
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire