floor grating clamps
-
Another unique feature of FRP bars is their non-magnetic and non-conductive properties. This characteristic makes them suitable for specialized applications such as in hospitals, laboratories, and data centers where magnetic interference is a concern. Non-conductivity also ensures that the bars do not conduct electricity, reducing the risk of accidents in applications where electrical conductivity is a potential hazard.
fiber reinforced polymer bars
...
Popular on the whole site
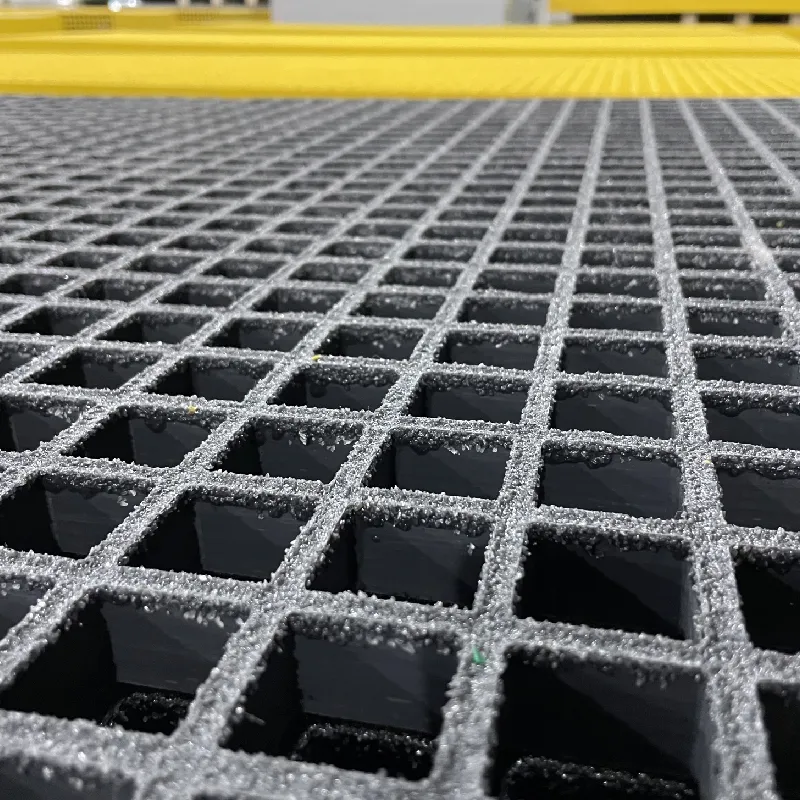
3. Safety Features GRP grating often comes with anti-slip surfaces, which enhance safety in environments where slip hazards exist. This feature is particularly valuable in industrial settings, where workers may be exposed to wet or slippery conditions. The visibility provided by colored grating can also aid in safety by marking pathways and preventing accidents.
38mm grp grating

3. Electrical and Thermal Non-Conductivity GFRP bars do not conduct electricity or heat, making them ideal for specific applications where electrical interference or thermal conduction is a concern. This trait is particularly beneficial in facilities such as data centers, hospitals, and electrical substations.
fibreglass reinforcement bar

2. Pump A high-pressure pump is used to push water through the RO membrane. The amount of pressure required depends on the salinity of the feed water. This pump plays a vital role in ensuring that the system operates efficiently.
Even the safest decking surfaces can become hazardous if not properly maintained. Regular cleaning to remove debris, moss, and algae is necessary to preserve the slip-resistant qualities of the decking. Additionally, inspecting for signs of wear, such as cracks or splinters, can help prevent accidents before they occur. Homeowners and property managers should also be aware of the importance of timely repairs or replacement of damaged decking to ensure ongoing safety.
Overall, GRP sectional panel tanks offer a reliable and cost-effective solution for storing water in various applications. With their durable construction, easy assembly, low maintenance requirements, and flexibility in design, these tanks are a popular choice for industries looking for a reliable water storage solution. Whether it's for drinking water storage in a remote location or firefighting water storage in an industrial setting, GRP sectional panel tanks provide a dependable and efficient solution for storing water.
SMC panel tanks also boast an eco-friendly profile. The materials used in their manufacturing are recyclable, which aligns with the growing emphasis on sustainability in modern construction practices. Additionally, the lightweight nature of SMC panels reduces transportation costs and minimizes the carbon footprint associated with the delivery of water storage solutions.
Links
-
-
Function: Seals prevent slurry from leaking out of the pump and protect the internal components.
-
Understanding the Importance of Impeller Wear Ring Maintenance
-
b. Selection Software:
-
The pump casing encases the impeller and provides a pathway for the slurry to flow. It is structured to withstand high-pressure conditions and is often made from durable materials such as cast iron or high chromium content alloys. The casing must also be designed to minimize wear caused by the abrasive nature of the slurry, making material selection critical for long-term performance.
-
- Mechanical Seals: Provide a tight seal and reduce leakage.
-
Enhancing Durability with High Pressure Vertical Pumps
-
Horizontal inline centrifugal pumps are among the most versatile pumps available, widely used across industries for their reliability and ease of maintenance. Unlike vertical pumps, these pumps are installed horizontally, which typically makes them easier to service and maintain. The horizontal design allows for more straightforward access to the pump’s internal components, which can be a significant advantage in applications where regular maintenance is required. Additionally, horizontal inline centrifugal pumps are capable of handling a wide range of fluid viscosities and flow rates, making them suitable for various industrial processes. Their versatility and robust construction make them a popular choice for many fluid handling applications.
-
In firefighting systems, propeller pumps also play a crucial role. They provide the necessary pressure and volume of water needed to combat fires effectively. Their capability to move large quantities of water quickly makes them a reliable choice for fire departments, particularly in high-risk areas where rapid response is critical.
-
In conclusion, sewage pump impellers are integral to wastewater management systems. By understanding their types, materials, and maintenance, operators can make informed decisions that enhance the efficiency and reliability of sewage pumping operations, ultimately contributing to effective waste management solutions.
-
-
- Review the performance curves for the selected pump models to ensure they meet your flow rate and head requirements.
-
SPR slurry pumps are specifically designed for handling slurry in applications where high liquid levels are a concern. These pumps are engineered to operate efficiently in environments where the pump must remain submerged for extended periods. The vertical design of SPR slurry pumps allows them to function effectively in deep pits and sumps, where other pump types might struggle. By optimizing the design to handle high liquid levels, SPR slurry pumps provide reliable performance in challenging conditions, ensuring that slurry is effectively managed and transported, even in the most demanding deep pit applications.
-
Wear Factors: The backplate can wear due to slurry contact and mechanical stresses.
-
-
-
In addition to its shape and size, the material used for the volute's construction is also important. Typically, materials such as cast iron, stainless steel, or thermoplastics are employed, chosen based on factors like fluid characteristics, temperature, and pressure. For example, corrosive fluids may necessitate the use of more durable materials to prevent degradation and ensure longevity.
-
- Volute Liners: Protect the pump casing in the volute section.
-
Assessing Head and Pressure in Centrifugal Slurry Pumps
-
2. Pump Casing
-
Vertical stage pumps are a type of multistage pump that is designed to handle high-pressure applications. These pumps are characterized by their ability to generate high pressure through multiple stages, each adding to the total pressure head. Vertical stage pumps are particularly useful in applications where a significant pressure increase is needed, such as in high-rise building water supply systems, boiler feed applications, and pressure boosting systems. The vertical design of these pumps allows for a compact, efficient solution that can deliver the necessary pressure without taking up excessive space. By selecting the appropriate vertical stage pump for your system, you can ensure that your fluid handling needs are met efficiently and effectively.
-
Function: The expeller and expeller rings work together to reduce the pressure and minimize leakage from the pump.
-
-
4. Suction and Discharge Flanges
-
-
-
-
-
-
The design of the volute is crucial for the efficiency of the pump. A well-designed volute minimizes flow separation and turbulence, ensuring a smooth transition of the fluid from the impeller to the discharge pipe. The volute shape is typically spiral, which facilitates a uniform flow distribution. If the volute is improperly designed, it can lead to inefficiencies such as cavitation, vibrations, and noise, significantly affecting the pump's overall performance.
volute in centrifugal pump
-
-
3. Consider Material and Design
-
- Temperature: Note the operating temperature of the slurry.
-
-
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
-
The effectiveness of slurry transport using centrifugal pumps largely depends on the pump’s ability to handle abrasive and viscous materials. Performance testing for slurry transport applications involves assessing how well the horizontal centrifugal slurry pump can move slurry without significant wear or loss of efficiency. This testing includes monitoring the pump’s performance over time, particularly under harsh operating conditions, to ensure that the centrifugal slurry pump can withstand the rigors of slurry transport. Evaluating the pump’s performance in this context helps identify potential issues before they lead to system failures, ensuring that the AH Slurry Pump parts remain in good condition and continue to operate efficiently.
-
-
2. Pump Casing
-
Conclusion
-
The centrifugal slurry pump design plays a significant role in the effective transportation of slurry in mining operations. The design ensures that the pump can handle high-density materials without compromising performance. This is particularly important in mining, where the slurry often contains heavy and abrasive particles that can wear down pump components. The robust construction and optimized design of horizontal slurry pumps allow them to move large volumes of slurry over long distances, ensuring that materials are efficiently transported from extraction sites to processing facilities. By selecting the appropriate centrifugal pump for slurry, mining operations can maintain consistent material flow, reduce downtime, and enhance overall productivity.
