sungil grp water tank
Links
-
The lockstitch seam is one of the most fundamental types of stitches used in sewing, playing a crucial role in both garment construction and textile applications. As its name suggests, the lockstitch involves a unique interlocking mechanism that creates strong, durable seams ideal for a wide array of fabrics. This article explores the intricacies of the lockstitch seam, including its construction, advantages, applications, and important considerations for sewists at any level.
-
It is a good idea for every household to have a quality sewing machine. However, finding the best one is not a simple task as you might think. An average person might not require using a heavy duty sewing machine. The truth is that everyone can benefit from owning one. Other than the typical fabrics, the best machine can sew thick materials such as leather and denim. It can also be used for quilting.
-
Benefits of Self-Threading Sewing Machines
-
Conclusion
-
2. Consistency With machines, the consistency of stitch length and tension can be monitored and maintained, resulting in a uniform finish throughout the production run. This is particularly critical for brands that prioritize a cohesive aesthetic across their product lines.
stitching leather machine
- Don’t Rush Take your time to measure and cut your leather accurately. Precision is important when sewing to ensure everything fits together seamlessly.
- The first few numbers in the Fibonacci sequence are 0, 1, 1, 2, 3, 5, 8, 13, 21, 34, and so on. The sequence continues infinitely, with each number being the sum of the two numbers that came before it.
1. Practice on Scrap Fabric
Leather crafting is a time-honored skill that combines artistry and functionality. Among the myriad tools available to leather artisans, the double needle leather sewing machine stands out as a critical piece of equipment. This machine has revolutionized the way leather goods are produced, offering precision, durability, and enhanced sewing capabilities that are invaluable for both hobbyists and professional crafters.
A. Working with Multiple Layers of Fabric:
This section will explore techniques for sewing through multiple layers of thick fabric without compromising stitch quality. We’ll discuss methods like using proper machine settings, employing specialty presser feet, and utilizing fabric stabilizers.Once your project is complete, take the time to carefully inspect your work. Make any necessary adjustments and give your item a final press with the iron for a polished look. Remember, practice is key in sewing; the more you sew, the more skilled you will become.
When it comes to leather sewing machines, one important component that often goes unnoticed is the sewing machine belt. This small but essential part plays a crucial role in the overall performance of the sewing machine.
5. Embroidery Needles Designed for free-motion embroidery and decorative stitching, these needles feature a larger eye to accommodate thicker embroidery threads.
1. Efficiency Industrial overlockers are built for high-speed stitching, allowing businesses to produce garments quickly. They can sew, trim, and overcast fabric edges in a single pass, significantly reducing production time.
The versatility of hi-speed lockstitch sewing machines makes them suitable for a wide range of applications within the textile industry. They are predominantly used in garment manufacturing for stitching various products, including clothing, uniforms, and sportswear. These machines excel in producing straight seams, hem finishes, and intricate patterns.
One of the primary reasons seamstresses gravitate towards the walking foot zigzag sewing machine is its versatility. It is not limited to simple straight stitches; this machine effortlessly handles different types of fabrics and thicknesses. From quilting layers to working with slippery satin, the walking foot ensures that even the most complex tasks become manageable. It is also ideal for sewing quilt bindings, where accuracy and neatness are essential.
1. Sewing Machines Typically used in industries such as textiles and food packaging, bag sewing machines utilize industrial threads to stitch bag tops securely. This method is particularly effective for multi-wall paper bags, as well as woven polypropylene bags. The durability of the sewn closure makes it a preferred choice for heavy or bulk products.
bag closing machinery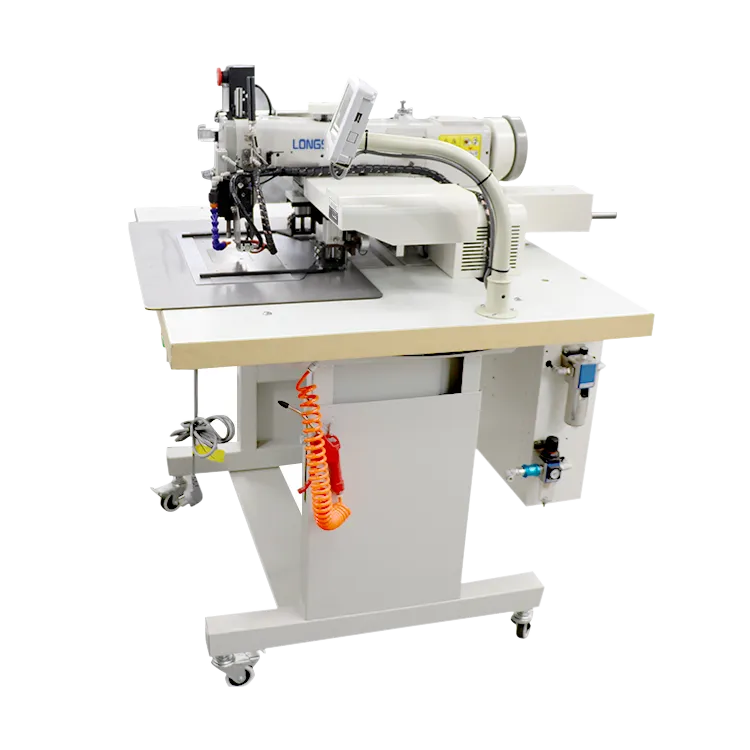
Conclusion
- One of the key benefits of the dressmaker deluxe zig zag sewing machine is its ability to sew a variety of fabrics. From delicate silks to heavy denim, this machine can handle it all with ease. This versatility allows dressmakers to create a wide range of garments, from elegant evening gowns to casual everyday wear This versatility allows dressmakers to create a wide range of garments, from elegant evening gowns to casual everyday wear
 This versatility allows dressmakers to create a wide range of garments, from elegant evening gowns to casual everyday wear This versatility allows dressmakers to create a wide range of garments, from elegant evening gowns to casual everyday weardressmaker deluxe zig zag.
This versatility allows dressmakers to create a wide range of garments, from elegant evening gowns to casual everyday wear This versatility allows dressmakers to create a wide range of garments, from elegant evening gowns to casual everyday weardressmaker deluxe zig zag. 2. Machine Specifications The complexity of the machine significantly affects its price. For instance, machines with automatic controls, multiple sealing options, and those that can handle different bag types typically come at a higher cost. Features such as adjustable speed settings, durability for heavy-duty use, and ease of maintenance also contribute to the overall price.
Beyond quilting, raised bed sewing machines are versatile enough to accommodate various sewing projects. They can be used for making curtains, upholstery, and other home décor items that often require large fabric pieces. The extra height and space facilitate sewing multiple layers, which is commonly encountered in projects involving thicker materials. As a result, sewists can tackle a broader range of textiles without worrying about machine limitations.
Benefits of Using the Zigzag Presser Foot
presser foot for zigzag stitch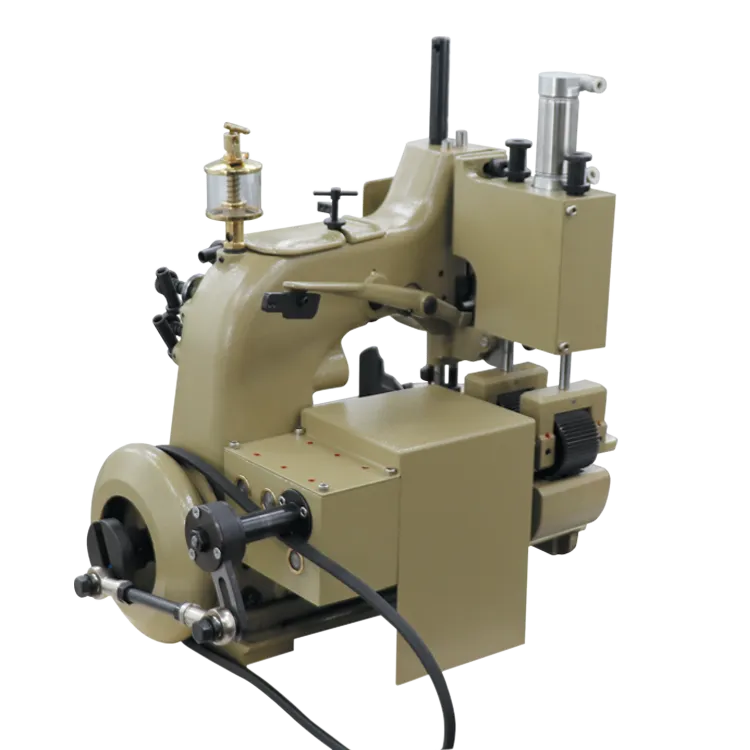
Cylindrical bed sewing machines are essential tools in the textile and garment industries, designed specifically for tasks requiring greater flexibility and maneuverability. Unlike traditional flatbed sewing machines, cylindrical bed machines feature a rounded, cylindrical sewing surface that allows operators to sew fabrics in a way that creates seamless finishes on tubular garments and other intricate designs. This unique design makes them invaluable for a wide range of applications, particularly in the production of clothing items such as sleeves, cuffs, and collars.
Understanding Overlock Chain Stitch A Comprehensive Guide
Applications of Overlock Chain Stitch
What is a Double Needle Long Arm Sewing Machine?
Additionally, the double needle setup allows for decorative stitching. The appearance of two parallel lines of stitching adds a professional touch to finished garments, making them visually appealing. This not only enhances the overall design but also allows for creative expression in garment construction.
Understanding Heavy-Duty Machines
×