ZJ Composites frp grating suppliers
Popular articles
- 1
One of the most appealing aspects of GRP palisade fencing is its low maintenance requirements. Unlike wood, which may require regular treatments or painting to prevent rot and deterioration, GRP is inherently resistant to such issues. A simple wash with soap and water is usually sufficient to keep it looking new. This low-maintenance appeal is especially beneficial for commercial properties, where staff time and resources can be allocated to more critical functions.
- 2
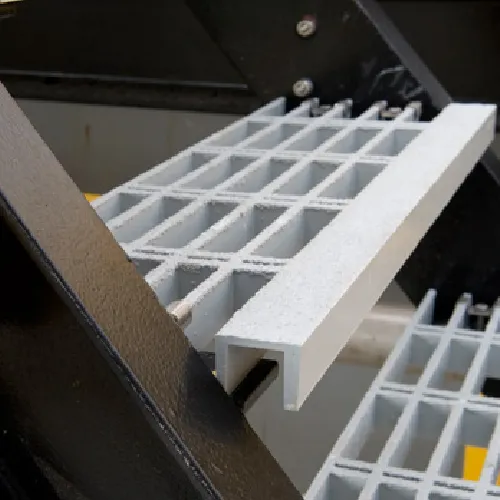
Standard channel sizes can range from as small as C3 x 5.7 (3 inches deep and 5.7 pounds per foot) to larger channels like C12 x 26.8 (12 inches deep and 26.8 pounds per foot). The channel's weight affects its capacity to support loads and its suitability for specific applications, making it critical to select the appropriate size for each task.
- 3- Heavy-Duty Clamps Built to support larger or heavier grating panels in demanding industrial applications.
- 4
In the pharmaceutical sector, stainless steel filter vessels play a vital role in the production of sterile products. They help in maintaining the purity of solutions and preventing contamination during manufacturing processes. Similarly, in chemical manufacturing, these vessels are crucial for the separation of different substances, ensuring that the end products are safe for use.
stainless steel filter vessel
- 5
Another significant benefit of stainless steel floor grating is the wide range of customization options available. Manufacturers can produce grating in various sizes, thicknesses, and patterns to meet specific project requirements. This flexibility enables businesses to create a tailored flooring solution that fits their operational needs while complying with safety regulations. Moreover, stainless steel can be easily cut and shaped, allowing for intricate designs and unique installations.
- 6
Economic factors also favor the adoption of the 1054 FRP vessel. While initial costs may be slightly higher than some traditional materials, the total cost of ownership is significantly lower. This is attributed to its durability, reduced maintenance, and longevity. Industries can enjoy a greater return on investment, making it a financially sound choice.
- 7
Factors Influencing the Pricing
- 8
Another significant attribute of floor steel grating is its ability to serve various applications. It is commonly used in walkways, stairways, platforms, and drainage covers. Additionally, in areas that require ventilation or light transmission, such as rooftops or mezzanines, steel grating allows the free flow of air and light while providing a safe walking surface. The versatility of steel grating makes it an attractive option for both new constructions and renovations.
- 9
Social media platforms and fishing forums are buzzing with discussions about the best FRP rods available on the market. In addition, instructional videos and reviews have made information more accessible, enabling novice and experienced anglers alike to make informed choices.
- 10
Lightweight and Transportable
Links
-
Efficiency Testing for AH Slurry Pump Parts
-
Conclusion
-
Selecting the appropriate slurry pump model quickly involves understanding your application's specific requirements and matching them with the pump's capabilities.
-
b. NPSH (Net Positive Suction Head):
-
Horizontal inline centrifugal pumps are among the most versatile pumps available, widely used across industries for their reliability and ease of maintenance. Unlike vertical pumps, these pumps are installed horizontally, which typically makes them easier to service and maintain. The horizontal design allows for more straightforward access to the pump’s internal components, which can be a significant advantage in applications where regular maintenance is required. Additionally, horizontal inline centrifugal pumps are capable of handling a wide range of fluid viscosities and flow rates, making them suitable for various industrial processes. Their versatility and robust construction make them a popular choice for many fluid handling applications.
-
Horizontal slurry pumps are essential tools in the mining and quarrying industries, where they play a pivotal role in processes such as slurry transport, tailings management, and sand separation. The advanced centrifugal slurry pump design and the availability of OEM horizontal slurry pumps ensure that these operations can be carried out efficiently and cost-effectively. By focusing on the quality and maintenance of AH slurry pump parts, operators can extend the life of their equipment, reduce operational costs, and enhance overall productivity. In an industry where efficiency and reliability are paramount, horizontal slurry pumps provide the performance and durability needed to succeed.
-
b. Industry Consultants:
-
Flow Rate Measurement in Horizontal Centrifugal Slurry Pump
Wear Factors: Liners experience wear from the continuous contact with the slurry.
b. Power and Drive Options:
The Role of the Volute in Centrifugal Pumps
Function: The impeller is responsible for moving the slurry through the pump by converting mechanical energy into kinetic energy.
Vertical stage pumps are a type of multistage pump that is designed to handle high-pressure applications. These pumps are characterized by their ability to generate high pressure through multiple stages, each adding to the total pressure head. Vertical stage pumps are particularly useful in applications where a significant pressure increase is needed, such as in high-rise building water supply systems, boiler feed applications, and pressure boosting systems. The vertical design of these pumps allows for a compact, efficient solution that can deliver the necessary pressure without taking up excessive space. By selecting the appropriate vertical stage pump for your system, you can ensure that your fluid handling needs are met efficiently and effectively.
Understanding the Role of Propeller Pumps in Various Applications
Expand product application areas and shorten the conversion cycle of new product contracts. With the successful development of the company's first 300FMM-B90 froth slurry pump, combined with the results of market research, so far, MineMaxx has again completed the technical reserve of three new products of froth slurry pump, and completed the design of 65MZJ froth slurry pump, realizing the full coverage of conventional pump types. Recently, MineMaxx signed a contract with a company in Hangzhou for two sets of 100FZJ-B50 froth slurry pumps. The products involved in the contract are the new products of the company's technical reserve project. After receiving the contract, the relevant departments of the company quickly carried out work, and completed the technical transformation of all new product contracts in only three days, providing strong technical support for the delivery of subsequent new product contracts.
b. Impeller Design:
- **Particle Size: Identify the maximum particle size in the slurry.
b. Operating Conditions:
In Line Vertical Pumps: Space-Saving Solutions
In the world of fluid handling, the choice between a vertical inline pump and a centrifugal pump can significantly impact system efficiency, maintenance, and overall performance. Both types of pumps are widely used in various industries, but they have distinct characteristics that make them suitable for different applications.
2. Pump Casing
Understanding Sewage Pump Impellers A Key Component in Waste Management
- Check the power requirements and ensure compatibility with your available power supply.
In summary, the volute is a critical component of centrifugal pumps that significantly influences their efficiency and performance. Its design and construction must be meticulously considered to ensure optimal flow characteristics and pressure generation. By effectively harnessing the kinetic energy of the fluid, the volute plays a central role in the successful operation of centrifugal pumps, making it a fundamental element in fluid transport systems across various industries. Understanding its importance aids in designing better pumps that meet the demanding requirements of modern applications.
Materials: Liners are often made from high-chrome alloys, rubber, or other wear-resistant materials.

2. Liners
Function: The pump casing contains the slurry and guides it through the pump.
In firefighting systems, propeller pumps also play a crucial role. They provide the necessary pressure and volume of water needed to combat fires effectively. Their capability to move large quantities of water quickly makes them a reliable choice for fire departments, particularly in high-risk areas where rapid response is critical.
The Role of the Volute in Centrifugal Pumps
By continuously increasing investment in new product research and development, as well as product upgrades , MineMaxx aim to further enhance the technical reserves of new ceramic desulfurization pumps and effectively extend their service life. In response to the current high wear and corrosion working environment in the desulfurization market, MineMaxx has completed the technical reserve work for more than 10 new ceramic desulfurization pumps, produced 2 complete machines, and fully provided customers with higher quality and more innovative products and services, saving user product spare parts procurement costs, improving user economic benefits, and providing strong support for subsequent market breakthroughs. Recently, the MM700D-A90 ceramic desulfurization pump has been successfully delivered to a user site in Inner Mongolia.
Materials: High-chrome iron, ductile iron, and stainless steel are commonly used materials.
Horizontal slurry pumps are essential tools in the mining and quarrying industries, where they play a pivotal role in processes such as slurry transport, tailings management, and sand separation. The advanced centrifugal slurry pump design and the availability of OEM horizontal slurry pumps ensure that these operations can be carried out efficiently and cost-effectively. By focusing on the quality and maintenance of AH slurry pump parts, operators can extend the life of their equipment, reduce operational costs, and enhance overall productivity. In an industry where efficiency and reliability are paramount, horizontal slurry pumps provide the performance and durability needed to succeed.
Understanding the Importance of Impeller Wear Ring Maintenance
- Packing Seals: Use a packing material to create a seal around the shaft.
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire
×