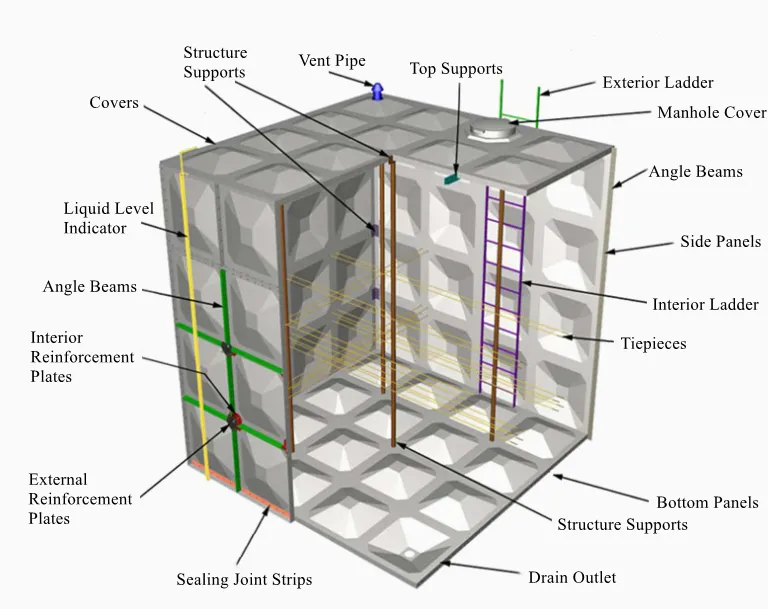
ZJ Composites grp sectional water tank
-
1. Safety and Compliance The primary function of any stair railing is to ensure safety. Modular systems are designed to meet strict building codes and regulations, providing the necessary support to prevent falls. They can incorporate various infill options, such as glass, cable, or wood, which not only enhance safety but also add to the overall aesthetic quality of the stairway.
modular stair railing systems
...
Popular on the whole site
5. Sustainability Many manufacturers produce CHS tubes from recycled materials, making them an environmentally friendly choice. Steel itself is highly recyclable, contributing to sustainable practices in construction and manufacturing.
One of the primary benefits of sectional cold water storage tanks is their adaptability. They can be customized to meet specific requirements in terms of size, shape, and material. This flexibility makes them suitable for a wide range of applications, from small-scale residential setups to large industrial complexes. Furthermore, the ability to extend or reduce tank size by adding or removing sections ensures that the end-users can tailor their storage solutions to their changing needs.
sectional cold water storage tanks
Furthermore, educating end-users about the benefits of fiberglass rods and their applications is vital for expanding market reach. Many industries are still unaware of the advantages offered by fiberglass compared to traditional materials, creating an opportunity for manufacturers to showcase their products’ benefits.
As environmental concerns become increasingly prominent, many builders are seeking sustainable materials. FRP decking fits this criterion as it can be made from recycled materials, and its durability reduces the need for frequent replacements, minimizing waste over time. Furthermore, the energy required to produce and transport FRP is generally lower than that of traditional materials, contributing to a smaller carbon footprint.
Water storage solutions have evolved significantly over the years, and among the modern advancements, fiber water tanks have carved out a niche for themselves. These tanks, constructed from fiberglass-reinforced plastic (FRP) or other composite materials, are becoming increasingly popular due to their unique benefits and versatile applications.
Composite gratings are a fascinating and increasingly important topic in the realms of optics and photonics. These intricate structures, which are composed of juxtaposed or interleaved sub-gratings with different periods or orientations, offer unique advantages for manipulating light in various innovative ways. As the demand for high-performance optical devices grows, composite gratings are gaining attention for their ability to fine-tune light propagation, diffraction efficiency, and spectral filtering.
Links
-
Establishing a Pump Wet End Replacement Schedule
-
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
-
8. Pump Backplate
-
2. Pump Casing
-
-
Understanding the Importance of Impeller Wear Ring Maintenance
-
In Line Vertical Pumps: Space-Saving Solutions
-
In line vertical pumps are specifically designed to save space while delivering efficient performance. These pumps are installed directly in the pipeline, with the motor positioned vertically, reducing the overall footprint of the pump system. This design is particularly beneficial in applications where space is limited, but high performance is still required. In line vertical pumps are commonly used in HVAC systems, water treatment plants, and other industries where compact, efficient pumping solutions are needed. The vertical orientation of these pumps also allows for easier alignment and installation, which can reduce the time and cost associated with setting up a pump system.
-
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
In deep pit and high liquid level applications, pumps must withstand significant pressures and abrasive conditions. High pressure vertical pumps are specifically designed to handle these challenges. Their robust construction and ability to operate under high pressures make them ideal for transporting slurry from deep pits or sumps. These pumps are engineered to resist wear and tear, ensuring a longer service life even in harsh conditions. By focusing on the durability and pressure-handling capabilities of high pressure vertical pumps, engineers can optimize their design for deep pit applications, ensuring consistent performance and reducing the need for frequent maintenance.
-
-
Horizontal slurry pumps are essential tools in the mining and quarrying industries, where they play a pivotal role in processes such as slurry transport, tailings management, and sand separation. The advanced centrifugal slurry pump design and the availability of OEM horizontal slurry pumps ensure that these operations can be carried out efficiently and cost-effectively. By focusing on the quality and maintenance of AH slurry pump parts, operators can extend the life of their equipment, reduce operational costs, and enhance overall productivity. In an industry where efficiency and reliability are paramount, horizontal slurry pumps provide the performance and durability needed to succeed.
-
5. Seals
-
Function: The expeller and expeller rings work together to reduce the pressure and minimize leakage from the pump.
-
- Locate your required flow rate and head on the chart to find potential pump models.
-
- Temperature: Note the operating temperature of the slurry.
-
- **Particle Size: Identify the maximum particle size in the slurry.
-
In conclusion, propeller pumps are an essential component in many industries. Their ability to efficiently handle large volumes of liquid makes them invaluable for water treatment, agriculture, industrial processes, and firefighting. As technology advances, we can expect further innovations in propeller pump design, enhancing their effectiveness and broadening their applications.
2. Liners
The impeller is a rotating component within the pump that transfers energy from the motor to the slurry. It plays a significant role in creating the flow and pressure necessary to move the slurry through the system. Impellers for slurry pumps are typically heavier and more robust than those used in standard pumps to withstand the harsh conditions encountered in abrasive applications. Their design can vary, with options for different shapes and sizes to accommodate specific types of slurries.
Enhancing Durability with High Pressure Vertical Pumps
- Concentration: Measure the percentage of solids by weight or volume in the slurry.
- Many manufacturers offer software tools that automate the pump selection process.
4. Shaft Sleeves
Enhancing Productivity with AH Slurry Pump Parts
The shaft transmits power from the motor to the impeller, while the bearing assembly supports the shaft and allows it to rotate smoothly. The durability of these components is essential, as they must endure continual mechanical stress and the harsh conditions present within the slurry.
In conclusion, wholesale slurry pumps play an essential role in various industrial applications by providing the necessary tools for effective slurry management. Their durability, cost efficiency, and technological advancements make them the preferred choice for businesses aiming to enhance productivity and operational efficiency. As industries continue to evolve, the demand for reliable and efficient slurry pumps will only increase, emphasizing the importance of these robust machines in modern manufacturing and resource processing sectors. Investing in quality wholesale slurry pumps is not just a purchase; it is a strategic move toward achieving long-term operational success.
3. Wear Plates
slurry pump wet end parts
Monitoring Wet Parts for Optimal Pump Performance
Comparing Vertical and Horizontal Pumps: Key Considerations
Selecting the right type of impeller is essential for the pump's performance. For instance, if a pump is expected to handle a high volume of sewage containing large solids, an open impeller would be more effective. Conversely, if the pump is mainly handling gray water with minimal solids, a semi-open or enclosed impeller would suffice.
In addition to its shape and size, the material used for the volute's construction is also important. Typically, materials such as cast iron, stainless steel, or thermoplastics are employed, chosen based on factors like fluid characteristics, temperature, and pressure. For example, corrosive fluids may necessitate the use of more durable materials to prevent degradation and ensure longevity.
Evaluating Slurry Transport Using Centrifugal Pumps
- Volute Liners: Protect the pump casing in the volute section.
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire
×