stainless steel rectangular water tank
-
Aluminum bar grating finds extensive use in various industries due to its versatility
. Some of the most common applications include...
-
Walkway manufacturers specializing in FRP products offer a variety of solutions tailored to meet specific needs. These can range from standard modular panels to custom designs that fit unique site requirements. Many manufacturers leverage advanced technology to create walkways that feature integrated drainage systems, which help prevent water accumulation and further mitigate slip hazards.
frp walkway manufacturer
...
Popular articles
- 1
Benefits of Fiberglass Pultruded Grating
- 2.
- 3
5. Location and Shipping The geographical location of suppliers and shipping costs can significantly affect the final price of a fiberglass water tank. Purchasing from local manufacturers may reduce transportation costs, while importing tanks from overseas may lead to higher expenses due to shipping and potential import tariffs.
- 4
What Are GRP Insulated Water Tanks?
- 5
Reinforced concrete has been a cornerstone of construction for decades, ensuring strength, durability, and resilience in structures ranging from bridges to high-rise buildings. However, the emergence of Fiber Reinforced Polymer (FRP) rebar has revolutionized the way engineers and builders approach concrete reinforcement. FRP rebar manufacturers play a crucial role in this transformation, providing innovative materials that offer unique benefits over traditional steel rebar.
- 6
1. Protection of Equipment One of the primary functions of cartridge filter vessels is to protect downstream equipment, such as pumps and valves, from particulate damage. By removing solid contaminants, these vessels prolong the life of expensive machinery.
- 7
Benefits of Non-Slip Grating
non slip grating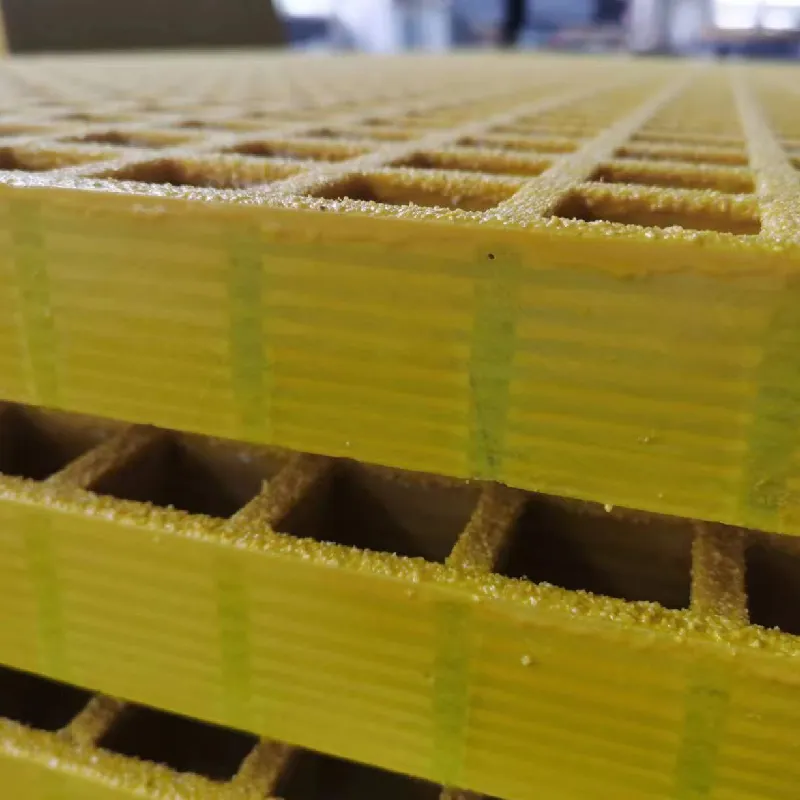
- 8
1. Anti-Slip Coatings These are liquid applications that can be easily applied to various surfaces, creating a textured finish that increases grip. They are ideal for indoor and outdoor spaces, including stairways, hallways, and patios.
- 9
5. Minimal Maintenance UV water treatment systems are relatively easy to maintain. Regular cleaning of the quartz sleeve that houses the UV lamp is usually sufficient, and the lamps need to be replaced only once a year or as recommended by the manufacturer.
- 10
Floor grating clamps are widely used across numerous industries. Here are some notable applications
Links
-
a. Manufacturer’s Support:
-
1. Impellers
-
-
Tailings Management with OEM Horizontal Slurry Pumps
-
- Select the impeller design that best handles the slurry's characteristics (e.g., closed impellers for abrasive slurries, open impellers for large particles).
-
Enhancing Durability with High Pressure Vertical Pumps
-
In quarrying, the separation of sand and gravel is a vital process that requires reliable equipment. Horizontal slurry pumps are particularly well-suited for this task, as they can efficiently handle the slurry mixture of sand, gravel, and water. The centrifugal slurry pump design ensures that these materials are separated and transported to their respective storage or processing areas with minimal energy consumption. By utilizing OEM horizontal slurry pumps, quarry operations can streamline their processes, reduce operational costs, and improve the quality of the final product. The durability and efficiency of these pumps make them a cost-effective solution for handling the abrasive and coarse materials commonly found in quarries.
-
-
-
2. Use a Selection Chart or Software
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
Vertical inline centrifugal pumps offer a streamlined installation process, which is crucial for deep pit applications. The inline design allows these pumps to be integrated directly into existing piping systems, reducing the need for extensive modifications. This not only saves time but also minimizes disruption to ongoing operations. Additionally, the vertical orientation of these pumps makes them easier to align and secure in tight spaces, ensuring stable operation. For deep pit applications, where access can be challenging, the ease of installation provided by vertical inline centrifugal pumps is a significant benefit. Optimizing the installation process further enhances the pump’s performance and longevity in demanding environments.
-
- **Particle Size: Identify the maximum particle size in the slurry.
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
In the world of fluid handling, the choice between a vertical inline pump and a centrifugal pump can significantly impact system efficiency, maintenance, and overall performance. Both types of pumps are widely used in various industries, but they have distinct characteristics that make them suitable for different applications.
-
The centrifugal slurry pump design plays a significant role in the effective transportation of slurry in mining operations. The design ensures that the pump can handle high-density materials without compromising performance. This is particularly important in mining, where the slurry often contains heavy and abrasive particles that can wear down pump components. The robust construction and optimized design of horizontal slurry pumps allow them to move large volumes of slurry over long distances, ensuring that materials are efficiently transported from extraction sites to processing facilities. By selecting the appropriate centrifugal pump for slurry, mining operations can maintain consistent material flow, reduce downtime, and enhance overall productivity.
-
Enhancing Productivity with AH Slurry Pump Parts
-
Horizontal slurry pumps are essential tools in the mining and quarrying industries, where they play a pivotal role in processes such as slurry transport, tailings management, and sand separation. The advanced centrifugal slurry pump design and the availability of OEM horizontal slurry pumps ensure that these operations can be carried out efficiently and cost-effectively. By focusing on the quality and maintenance of AH slurry pump parts, operators can extend the life of their equipment, reduce operational costs, and enhance overall productivity. In an industry where efficiency and reliability are paramount, horizontal slurry pumps provide the performance and durability needed to succeed.
-
b. Industry Consultants:
-
The pump casing encases the impeller and provides a pathway for the slurry to flow. It is structured to withstand high-pressure conditions and is often made from durable materials such as cast iron or high chromium content alloys. The casing must also be designed to minimize wear caused by the abrasive nature of the slurry, making material selection critical for long-term performance.
-
The Role of the Volute in Centrifugal Pumps
-
The Role of the Volute in Centrifugal Pumps
-
-
-
-

-
Another aspect to consider is the volute's performance under varying operational conditions. Centrifugal pumps are often designed to handle specific flow rates and pressures. When the operational conditions stray from those design limits, the volute may not perform optimally, leading to efficiency losses. Engineers often employ computational fluid dynamics (CFD) simulations to analyze and optimize volute designs based on anticipated operational scenarios.
-
Slurry pumps are designed to handle abrasive and corrosive slurries, which can cause significant wear and tear on the pump components. To ensure the longevity and efficiency of slurry pumps, it is essential to understand and properly maintain the wear parts. Here are the primary wear parts of slurry pumps:
-
Selecting the appropriate slurry pump model quickly involves understanding your application's specific requirements and matching them with the pump's capabilities.
-
-
Regular monitoring and maintenance of AH Slurry Pump parts are crucial for sustaining the pump’s performance and efficiency. This includes inspecting components such as the impeller, casing, and wear plates for signs of wear or damage. Replacing worn parts promptly helps maintain the pump’s performance and prevents more extensive damage that could lead to costly repairs or replacements. Additionally, monitoring the pump’s operational parameters, such as vibration and noise levels, can provide early warning signs of potential issues. By keeping AH Slurry Pump parts in optimal condition, operators can ensure consistent performance and prolong the lifespan of the horizontal centrifugal slurry pump.
-
Efficiency testing is essential to determine how effectively the AH Slurry Pump converts energy into useful work. Efficiency is generally expressed as a percentage and is calculated by comparing the pump’s output (the amount of slurry it moves) to the input energy required to operate it. For AH Slurry Pump parts, high efficiency is critical to minimizing energy consumption and operational costs. Efficiency testing involves measuring the pump’s power consumption, flow rate, and head under various operating conditions. By ensuring high efficiency, manufacturers and operators can optimize the performance of the centrifugal slurry pump and reduce the environmental impact of slurry transport operations.
-
In conclusion, sewage pump impellers are integral to wastewater management systems. By understanding their types, materials, and maintenance, operators can make informed decisions that enhance the efficiency and reliability of sewage pumping operations, ultimately contributing to effective waste management solutions.
-
Understanding the Basics of High Pressure Vertical Pumps
-
- Type of Slurry: Determine if the slurry is abrasive, corrosive, or contains large particles.
-
Monitoring Wet Parts for Optimal Pump Performance
-
- Throat Bush: Protects the area around the impeller eye where the slurry first enters.
-
- If needed, consult with industry experts or engineers to validate your selection and ensure optimal performance.
-
-
-
Efficient Horizontal Slurry Pumps Transport in Mining Operations
-
Efficient Horizontal Slurry Pumps Transport in Mining Operations
-
2. Liners
-
-
- Flow Rate: Determine the required flow rate (typically in cubic meters per hour or gallons per minute).
-
Moreover, the volute's cross-sectional area is carefully calculated to match the flow rate and pressure requirements of the system. An oversized volute may lead to low efficiency, as the fluid may not maintain its velocity to generate adequate pressure. Conversely, a volute that is too small can cause excessive pressure buildup, risking damage to the pump and downstream equipment.
-
In quarrying, the separation of sand and gravel is a vital process that requires reliable equipment. Horizontal slurry pumps are particularly well-suited for this task, as they can efficiently handle the slurry mixture of sand, gravel, and water. The centrifugal slurry pump design ensures that these materials are separated and transported to their respective storage or processing areas with minimal energy consumption. By utilizing OEM horizontal slurry pumps, quarry operations can streamline their processes, reduce operational costs, and improve the quality of the final product. The durability and efficiency of these pumps make them a cost-effective solution for handling the abrasive and coarse materials commonly found in quarries.
-
There are several types of impellers used in sewage pumps, each with distinct features catering to various types of sewage applications. The most common types include open, semi-open, and enclosed impellers. Open impellers have no front shroud, allowing for larger solids to pass through without clogging. This makes them ideal for handling raw sewage containing debris. Semi-open and enclosed impellers, on the other hand, are more suitable for cleaner liquids, offering better efficiency and pressure generation.
sewage pump impeller
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire