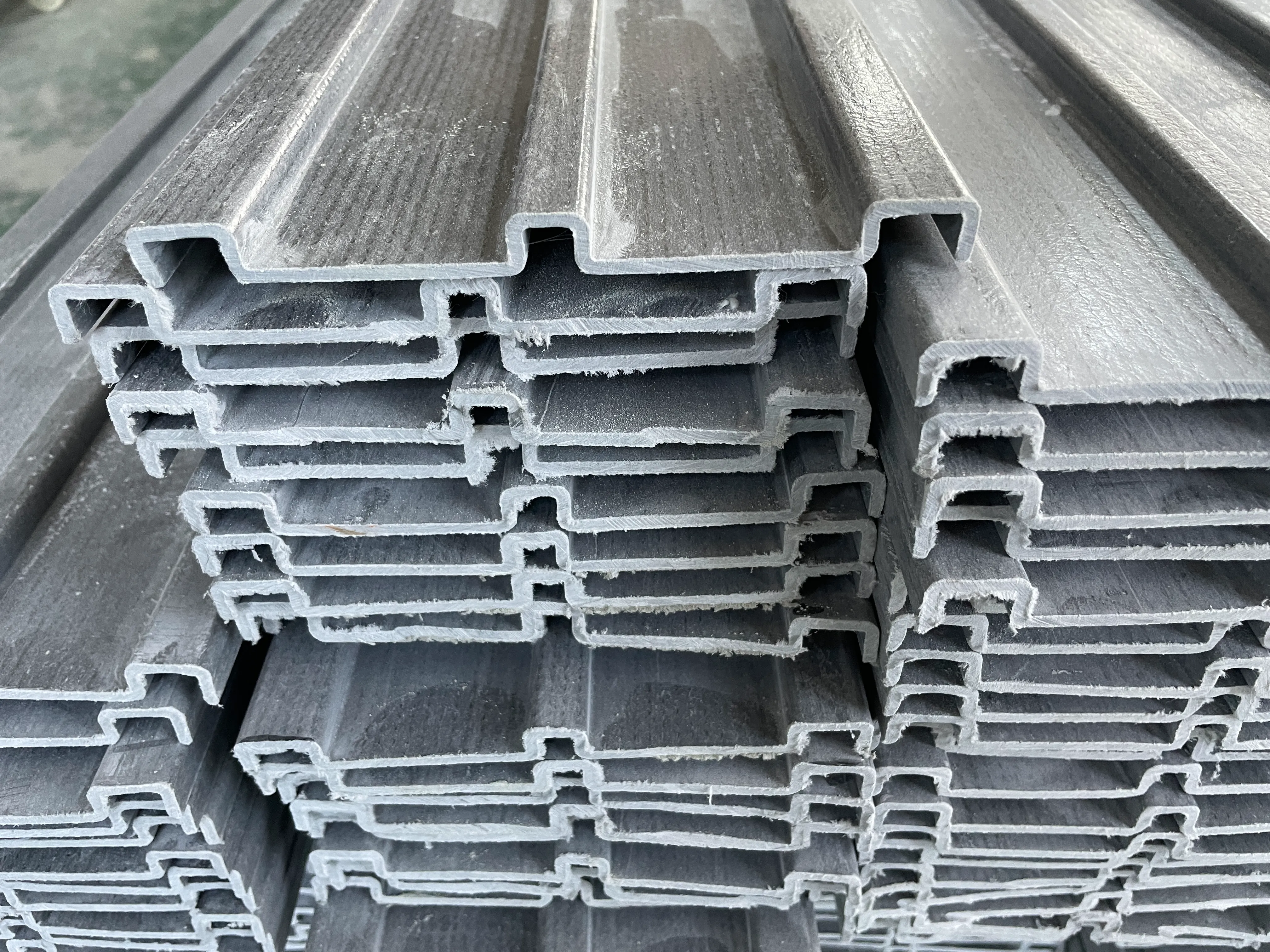
25mm grp grating
Popular on the whole site
3. Improved Safety and Security The cage acts as a barrier, deterring unauthorized access and preventing accidental falls into the tank. In urban areas where children might play nearby, such safety measures are essential. Moreover, the structural integrity provided by the cage can protect against potential natural disasters, such as floods or storms, where tanks might otherwise be compromised.
The longevity of fibreglass platforms means that businesses can expect a strong return on investment. Unlike traditional materials that may require frequent replacement or maintenance, fibreglass platforms can withstand the test of time, leading to lower long-term costs associated with repairs and replacements.
fibreglass access platforms
As industries continue to seek efficient, durable, and cost-effective solutions, FRP floor grating has emerged as a material of choice across various applications. Its unique blend of lightweight construction, corrosion resistance, and strength makes it an appealing option for modern infrastructure needs. Whether for industrial use, marine applications, or food processing, FRP grating stands out as a reliable solution that addresses many challenges faced by traditional flooring materials. Investing in FRP floor grating not only enhances the safety and durability of facilities but also contributes to overall operational efficiency.
Safety decking is essential for creating secure environments in both residential and commercial spaces. By prioritizing slip resistance, choosing the right materials, considering fire safety, and committing to regular maintenance, we can enhance the safety of our decks and walkways. Investing in safety decking not only prevents accidents but also promotes peace of mind, knowing that spaces are designed with the well-being of individuals in mind. Ultimately, safety should be a fundamental aspect of any building design, and decking plays a crucial role in that endeavor. Whether you are remodeling your outdoor space or constructing new buildings, understanding and implementing safety decking practices is imperative for ensuring a safe and welcoming environment for all.
Industrial RO water systems find applications in numerous sectors. In the food and beverage industry, they are used for processes like bottling, dairy production, and brewing. In the pharmaceutical sector, high-purity water is essential for drug formulation and production. Additionally, industries such as power generation, semiconductor manufacturing, and agriculture (especially in hydroponics) rely on high-quality water produced by RO systems.
Links
-
-
-
SPR slurry pumps are specifically designed for handling slurry in applications where high liquid levels are a concern. These pumps are engineered to operate efficiently in environments where the pump must remain submerged for extended periods. The vertical design of SPR slurry pumps allows them to function effectively in deep pits and sumps, where other pump types might struggle. By optimizing the design to handle high liquid levels, SPR slurry pumps provide reliable performance in challenging conditions, ensuring that slurry is effectively managed and transported, even in the most demanding deep pit applications.
-
When designing pumps for deep pit applications, structural engineering plays a crucial role in ensuring reliability and efficiency. The vertical orientation of these pumps must be supported by a sturdy framework that can handle the stresses associated with deep pit operations. This includes ensuring that the pump’s foundation is secure and that the piping system is properly aligned to prevent vibrations and other operational issues. Additionally, the materials used in constructing vertical multistage centrifugal pumps must be carefully selected to resist corrosion and wear. By considering these structural engineering factors, designers can optimize the performance and durability of vertical slurry pumps in deep pit applications.
-
Wear plates are installed within the pump casing to protect the surfaces from the erosive wear caused by the particles in the slurry. These plates can be easily replaced when worn, allowing for maintenance without needing to replace the entire pump. Some wear plates are designed to be adjustable to optimize the pump's performance by fine-tuning the clearance around the impeller.
-
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
-
Adapting to High Liquid Level Conditions with SPR Slurry Pumps
-
-
-
Vertical inline centrifugal pumps offer a streamlined installation process, which is crucial for deep pit applications. The inline design allows these pumps to be integrated directly into existing piping systems, reducing the need for extensive modifications. This not only saves time but also minimizes disruption to ongoing operations. Additionally, the vertical orientation of these pumps makes them easier to align and secure in tight spaces, ensuring stable operation. For deep pit applications, where access can be challenging, the ease of installation provided by vertical inline centrifugal pumps is a significant benefit. Optimizing the installation process further enhances the pump’s performance and longevity in demanding environments.
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
Propeller pumps are a crucial element in the field of fluid dynamics, primarily utilized for their efficiency in moving large volumes of fluids. These pumps operate on a simple principle they use a rotating propeller to impart energy to the liquid, creating a flow that can be directed to various applications. This article explores the various uses and advantages of propeller pumps.
-
By continuously increasing investment in new product research and development, as well as product upgrades , MineMaxx aim to further enhance the technical reserves of new ceramic desulfurization pumps and effectively extend their service life. In response to the current high wear and corrosion working environment in the desulfurization market, MineMaxx has completed the technical reserve work for more than 10 new ceramic desulfurization pumps, produced 2 complete machines, and fully provided customers with higher quality and more innovative products and services, saving user product spare parts procurement costs, improving user economic benefits, and providing strong support for subsequent market breakthroughs. Recently, the MM700D-A90 ceramic desulfurization pump has been successfully delivered to a user site in Inner Mongolia.
-
1. Understand Your Application Requirements
-
Efficiency testing is essential to determine how effectively the AH Slurry Pump converts energy into useful work. Efficiency is generally expressed as a percentage and is calculated by comparing the pump’s output (the amount of slurry it moves) to the input energy required to operate it. For AH Slurry Pump parts, high efficiency is critical to minimizing energy consumption and operational costs. Efficiency testing involves measuring the pump’s power consumption, flow rate, and head under various operating conditions. By ensuring high efficiency, manufacturers and operators can optimize the performance of the centrifugal slurry pump and reduce the environmental impact of slurry transport operations.
-
-
The performance of horizontal slurry pumps in mining and quarrying is heavily influenced by the quality of their components. AH slurry pump parts are specifically designed to withstand the wear and tear associated with abrasive slurries. Regular maintenance and timely replacement of these parts are essential for ensuring that the pumps continue to operate at peak efficiency. By investing in high-quality AH slurry pump parts, operators can extend the lifespan of their equipment, reduce the frequency of repairs, and minimize downtime. This proactive approach to maintenance not only enhances productivity but also contributes to a safer and more reliable working environment in mining and quarry operations.
-
The choice between a vertical inline pump and a centrifugal pump depends on various factors, including space constraints, pressure requirements, and maintenance considerations. By carefully evaluating your system's needs and the specific advantages of each pump type, you can select the right pump that meets your operational requirements and ensures long-term reliability.
-
The impeller is a rotating component within the pump that transfers energy from the motor to the slurry. It plays a significant role in creating the flow and pressure necessary to move the slurry through the system. Impellers for slurry pumps are typically heavier and more robust than those used in standard pumps to withstand the harsh conditions encountered in abrasive applications. Their design can vary, with options for different shapes and sizes to accommodate specific types of slurries.
-
Types:
-
Wear Factors: Seals can degrade over time due to contact with abrasive slurry and need regular replacement.
-
Sewage pump impellers play a crucial role in the effective management of wastewater systems
. These specialized components are designed to transport sewage and wastewater from lower to higher elevations, ensuring that sewage is directed away from residential and commercial properties to treatment facilities. Understanding the functionality and types of sewage pump impellers can help in selecting the right pump for specific applications.
-
Selecting the right type of impeller is essential for the pump's performance. For instance, if a pump is expected to handle a high volume of sewage containing large solids, an open impeller would be more effective. Conversely, if the pump is mainly handling gray water with minimal solids, a semi-open or enclosed impeller would suffice.
-
a. Slurry Characteristics:
-
8. Pump Backplate
-

-
-
- Volute Liners: Protect the pump casing in the volute section.
-
3. Wear Plates
slurry pump wet end parts
-
Expand product application areas and shorten the conversion cycle of new product contracts. With the successful development of the company's first 300FMM-B90 froth slurry pump, combined with the results of market research, so far, MineMaxx has again completed the technical reserve of three new products of froth slurry pump, and completed the design of 65MZJ froth slurry pump, realizing the full coverage of conventional pump types. Recently, MineMaxx signed a contract with a company in Hangzhou for two sets of 100FZJ-B50 froth slurry pumps. The products involved in the contract are the new products of the company's technical reserve project. After receiving the contract, the relevant departments of the company quickly carried out work, and completed the technical transformation of all new product contracts in only three days, providing strong technical support for the delivery of subsequent new product contracts.
-
b. Industry Consultants:
-
Enhancing Productivity with AH Slurry Pump Parts
-
Comparing Vertical and Horizontal Pumps: Key Considerations
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire