galvanised tanks for sale
Popular on the whole site
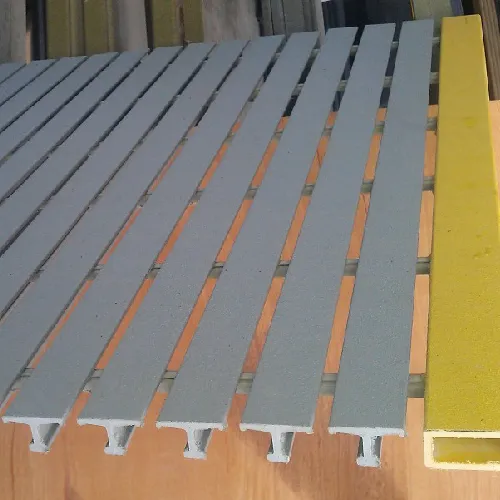
In the realm of modern construction and industrial applications, the choice of materials is crucial for ensuring both safety and efficiency. One such material that has gained significant traction in recent years is Fiber Reinforced Plastic (FRP) floor grating. This innovative product has become increasingly popular due to its unique combination of durability, lightweight characteristics, and corrosion resistance, making it an ideal solution for various environments.
In recent years, the demand for durable, efficient, and sustainable water storage solutions has surged, prompting a proliferation of manufacturers specializing in Fiber Reinforced Polymer (FRP) water tanks. These innovative products have gained traction for their numerous benefits over traditional materials like concrete or steel. This article explores the advantages of FRP water tanks and the role of manufacturers in meeting the growing market demand.
4. Non-Conductive Properties FRP decking is electrical insulative, making it an excellent choice for applications in environments where electrical hazards are a concern, such as in power plants, substations, or areas with high-voltage equipment. This property enhances the safety of the construction while maintaining compliance with industry standards.
Fiberglass fencing can provide enhanced security and privacy for your property. Many styles can be designed to be tall and solid, acting as an effective barrier against intruders while keeping unwanted views at bay. This can be particularly beneficial in densely populated areas or near busy streets. Additionally, the strength of fiberglass means that it is less likely to be easily damaged compared to other fencing materials, offering an added layer of security.
Popular articles
- 1
Fiberglass fence rods are becoming increasingly popular in various applications, ranging from residential to industrial settings. Known for their strength, durability, and lightweight properties, these rods provide an excellent alternative to traditional fencing materials such as wood or metal. In this article, we will explore the benefits and uses of fiberglass fence rods, highlighting their growing significance in modern fencing solutions.
- 2
4. Customization Industrial RO systems can be tailored to meet the specific needs of diverse industries, including power generation, electronics, and food and beverage production. This adaptability makes them suitable for various water sources, including seawater, groundwater, and municipal water supplies.
- 3
Socially, systemic robotics elicits both excitement and anxiety. The dual-edged nature of robotics can be seen in the healthcare sector, where robots are used for surgery, rehabilitation, and elderly care. These technologies promise improved patient outcomes and reduced strain on healthcare professionals. However, questions arise regarding the degree of human oversight required in critical situations. The potential for robotic systems to make autonomous decisions could lead to ethical dilemmas, particularly when life and death are at stake. As we embrace robotic assistance, it is imperative to establish robust ethical guidelines that ensure the safety and dignity of all individuals affected.
system ro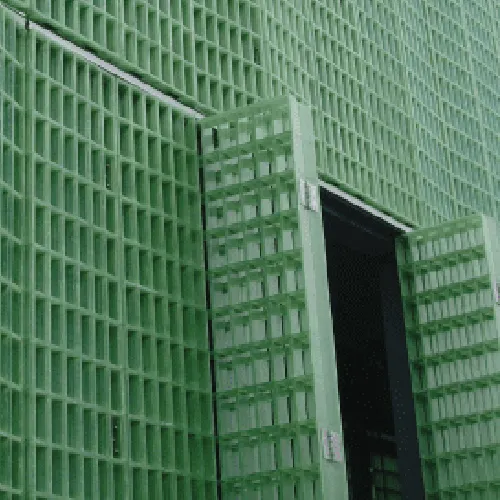
- 4
Filtration Mechanisms
- 5
One significant advantage of using FRP in solar walkways is its durability. Unlike traditional materials like wood or concrete, FRP is resistant to moisture, UV radiation, and chemical exposure. This resistance not only extends the lifespan of the walkway but also ensures that the embedded solar panels maintain their efficiency over time. In regions prone to extreme weather conditions, FRP walkways provide a reliable and sustainable solution.
frp walkway solar
- 6
However, it's vital to discuss the ecological benefits as well. As the construction industry shifts towards sustainability, fiberglass rebar aligns well with these goals. Its manufacture involves less energy compared to steel production, and its longevity further minimizes the need for frequent material replacement. Many fiberglass rebar manufacturers are adopting eco-friendly practices, contributing to a reduced carbon footprint. This shift is increasingly important as cities aim for greener construction initiatives and strive to meet environmental regulations.
- 7
2. Lightweight FRP grating is significantly lighter than steel, making it easier to handle and install. This characteristic not only reduces labor costs but also allows for more straightforward transportation and installation processes, especially in locations that might be difficult to access.
- 8
Understanding the Pricing of FRP Square Tubes
- 9
Safety Features
- 10
Applications of FRP Pressure Vessel Filters
Links
-
-
-
-
-
-
- Many manufacturers offer software tools that automate the pump selection process.
-
Function: Shaft sleeves protect the pump shaft from the slurry and the mechanical seals.
-
5. Evaluate Additional Features
-
3. Consider Material and Design
-
b. Industry Consultants:
-
8. Pump Backplate
-
-
Flow Rate Measurement in Horizontal Centrifugal Slurry Pump
-
Additionally, propeller pumps are extensively used in industrial applications, such as in cooling systems for power plants and manufacturing facilities. They circulate water or other cooling fluids to regulate temperature, thus preventing overheating and ensuring operational efficiency. The design of propeller pumps allows them to operate continuously, which is ideal for industrial settings where downtime can lead to significant losses.
-
-
The head, or the height to which a pump can raise the slurry, is another vital performance indicator for horizontal centrifugal slurry pumps. The head is directly related to the pump’s ability to overcome the pressure within the slurry transport system. This metric is typically measured in meters (m) and provides insight into the pump’s power to move slurry through pipelines and other components. The head is crucial for applications involving slurry transport using centrifugal pumps because it determines how efficiently the pump can transport slurry over long distances or through systems with varying elevations. Regular testing of head and pressure ensures that the horizontal centrifugal slurry pump meets the operational demands and maintains system efficiency.
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
-
Wear Factors: Continuous contact with the slurry and seals can cause wear on the shaft sleeves.
-
By continuously increasing investment in new product research and development, as well as product upgrades , MineMaxx aim to further enhance the technical reserves of new ceramic desulfurization pumps and effectively extend their service life. In response to the current high wear and corrosion working environment in the desulfurization market, MineMaxx has completed the technical reserve work for more than 10 new ceramic desulfurization pumps, produced 2 complete machines, and fully provided customers with higher quality and more innovative products and services, saving user product spare parts procurement costs, improving user economic benefits, and providing strong support for subsequent market breakthroughs. Recently, the MM700D-A90 ceramic desulfurization pump has been successfully delivered to a user site in Inner Mongolia.
-
In Line Vertical Pumps: Space-Saving Solutions
-
-
-
The impeller wear ring is a crucial component in any pumping system, particularly in slurry applications where abrasive materials can cause significant wear. Over time, the wear ring can erode, leading to decreased efficiency and increased energy consumption. To prevent these issues, it’s essential to regularly inspect the wear ring and replace it before it becomes too worn. By monitoring the condition of the impeller wear ring and understanding the specific wear patterns in your system, you can establish an optimal replacement schedule that prevents unexpected failures and maintains pump efficiency.
-
-
-
- Type of Slurry: Determine if the slurry is abrasive, corrosive, or contains large particles.
-
-
Vertical slurry pumps are essential in various industries where deep pits, sumps, and high liquid levels present unique challenges. The vertical design offers several advantages, including a compact footprint, ease of installation, and simplified maintenance. This article explores how vertical multistage centrifugal pumps and vertical inline centrifugal pumps can be optimized to perform effectively in demanding deep pit environments, focusing on structural engineering solutions.
-
Simplified Installation with Vertical Inline Centrifugal Pumps
-
-
The impeller is a rotating component within the pump that transfers energy from the motor to the slurry. It plays a significant role in creating the flow and pressure necessary to move the slurry through the system. Impellers for slurry pumps are typically heavier and more robust than those used in standard pumps to withstand the harsh conditions encountered in abrasive applications. Their design can vary, with options for different shapes and sizes to accommodate specific types of slurries.
-
In conclusion, sewage pump impellers are integral to wastewater management systems. By understanding their types, materials, and maintenance, operators can make informed decisions that enhance the efficiency and reliability of sewage pumping operations, ultimately contributing to effective waste management solutions.
-
In Line Vertical Pumps: Space-Saving Solutions
-
-
-
-
Monitoring Wet Parts for Optimal Pump Performance
-
High pressure vertical pumps are designed to handle fluids at high pressures and are often used in applications where space is limited. These pumps are typically installed vertically, which allows them to have a smaller footprint compared to their horizontal counterparts. The vertical design is particularly advantageous in environments where floor space is at a premium, such as in high-rise buildings or industrial plants with constrained layouts. These pumps are known for their ability to deliver high pressure with minimal energy consumption, making them an efficient choice for systems that require constant, reliable pressure. By optimizing the design of high pressure vertical pumps, engineers can ensure that these pumps provide robust performance in demanding applications.
-
In order to broaden the application field of products and improve the market competitiveness of products,MineMaxx stepped up the implementation of the new product technology reserve strategy. According to the feedback of marketing personnel and relevant users as well as the market research of technical personnel, it comprehensively carried out the technical reserve of different types of new products, such as ceramic desulfurization pumps, froth slurry pumps, which greatly shortened the product delivery cycle and improved user trust.
-
Function: Seals prevent slurry from leaking out of the pump and protect the internal components.
-
- Choose materials that can withstand the slurry's abrasiveness and corrosiveness. Common materials include high-chrome alloys, stainless steel, and rubber linings.
-
Function: The backplate provides structural support and helps in mounting the pump.
-
Evaluating Slurry Transport Using Centrifugal Pumps
-
-
One of the main advantages of propeller pumps is their simplicity and durability. Given their straightforward design, maintenance requirements are generally low, which is advantageous for organizations looking to minimize operational costs. Furthermore, these pumps can be made from various materials designed to resist corrosion, extending their lifespan even in harsh environments.
-
-
3. Wear Plates
slurry pump wet end parts
-
Flow Rate Measurement in Horizontal Centrifugal Slurry Pump
-
- Many manufacturers offer software tools that automate the pump selection process.
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire