anti slip stair treads
-
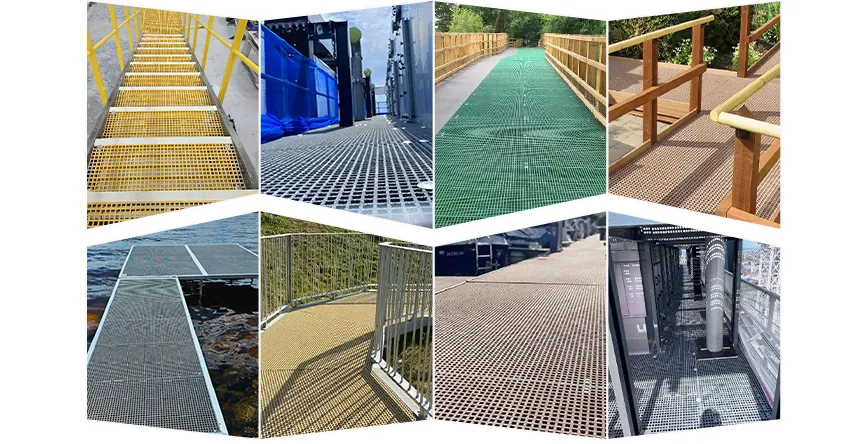
The versatility of fiberglass pultruded grating lends itself to a broad spectrum of applications
. In industrial settings, it is extensively utilized in wastewater treatment plants, chemical processing facilities, and petrochemical plants due to its resistance to harsh chemicals and moisture. The use of grating in these environments enhances safety by providing a slip-resistant surface for workers, while also allowing for superior drainage....
Popular on the whole site
In conclusion, molded Fiber Reinforced Polymer represents a significant advancement in material technology. With its lightweight nature, exceptional resistance to environmental factors, design flexibility, and potential for sustainable production, molded FRP is carving out a prominent role across numerous industries. As technology continues to evolve and manufacturing processes improve, the adoption of molded FRP is likely to increase, paving the way for innovative solutions that meet the demands of the modern world. Whether in construction, automotive design, or specialty applications, molded FRP is undoubtedly shaping the future of material science and engineering.
Moreover, FRP treads are low-maintenance. They do not require painting, coating, or other forms of upkeep that traditional materials might need. Their long-lasting performance ensures that once installed, they will not need frequent replacements or repairs, reducing maintenance costs over time. This makes FRP treads a cost-effective and practical solution for businesses looking to minimize long-term expenditure.
Homeowners often shy away from traditional fencing materials due to the high maintenance requirements. Wooden fences necessitate regular staining, sealing, or painting, while metal fences can rust and require protective coatings. In contrast, white fiberglass fencing requires minimal upkeep. A simple wash with soap and water is typically all that’s needed to keep it looking fresh. This low maintenance factor can save owners both time and money in the long run, making it an attractive option for busy individuals or families.
white fiberglass fence

Safety is a critical consideration in the design of water storage systems. Galvanized sectional tanks can be equipped with various safety features, such as access hatches, vents, and overflow systems, to ensure compliance with health and safety regulations. Regular maintenance is straightforward, allowing for periodic inspections to ensure optimal performance and water quality.
In the realm of modern architecture and construction, the choice of materials and structural components plays a pivotal role in ensuring safety, durability, and aesthetic appeal. Among these materials, grating floor plates have emerged as an essential solution for a variety of industrial and commercial applications. Their unique properties make them an ideal choice for environments that require reliable flooring solutions while promoting safety and efficiency.
In today's increasingly interconnected world, businesses continuously seek effective platforms to optimize their operations and enhance service delivery. One such transformative framework is the GRP (Global Resource Planning) platform. GRP is not merely a software or tool; it represents a strategic approach that integrates all facets of an organization into a cohesive whole. This article will discuss the essential steps to implement a GRP platform successfully and the benefits it can offer.
A pressure vessel water filter is a container designed to filter water under pressure to ensure that impurities, sediments, and other contaminants are effectively removed. Typically constructed from durable materials such as fiberglass, steel, or plastic, these filters can withstand high pressures and are suitable for a wide range of water treatment applications. The design of pressure vessel filters allows for a large capacity, making them ideal for municipal water treatment facilities, industrial processes, and commercial establishments.
Links
-
-
Adapting to High Liquid Level Conditions with SPR Slurry Pumps
-
Expand product application areas and shorten the conversion cycle of new product contracts. With the successful development of the company's first 300FMM-B90 froth slurry pump, combined with the results of market research, so far, MineMaxx has again completed the technical reserve of three new products of froth slurry pump, and completed the design of 65MZJ froth slurry pump, realizing the full coverage of conventional pump types. Recently, MineMaxx signed a contract with a company in Hangzhou for two sets of 100FZJ-B50 froth slurry pumps. The products involved in the contract are the new products of the company's technical reserve project. After receiving the contract, the relevant departments of the company quickly carried out work, and completed the technical transformation of all new product contracts in only three days, providing strong technical support for the delivery of subsequent new product contracts.
-
Materials: Materials used for shaft sleeves include hardened stainless steel and ceramic-coated materials.
-
In Line Vertical Pumps: Space-Saving Solutions
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
-
a. Sealing Mechanisms:
-
-
4. Check Pump Performance Curves
-
2. Use a Selection Chart or Software
-
2. Pump Casing
-
b. Industry Consultants:
-
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
-
-
-
The centrifugal slurry pump design plays a significant role in the effective transportation of slurry in mining operations. The design ensures that the pump can handle high-density materials without compromising performance. This is particularly important in mining, where the slurry often contains heavy and abrasive particles that can wear down pump components. The robust construction and optimized design of horizontal slurry pumps allow them to move large volumes of slurry over long distances, ensuring that materials are efficiently transported from extraction sites to processing facilities. By selecting the appropriate centrifugal pump for slurry, mining operations can maintain consistent material flow, reduce downtime, and enhance overall productivity.
-
Types:
-
-
Another aspect to consider is the volute's performance under varying operational conditions. Centrifugal pumps are often designed to handle specific flow rates and pressures. When the operational conditions stray from those design limits, the volute may not perform optimally, leading to efficiency losses. Engineers often employ computational fluid dynamics (CFD) simulations to analyze and optimize volute designs based on anticipated operational scenarios.
-
Propeller pumps are a crucial element in the field of fluid dynamics, primarily utilized for their efficiency in moving large volumes of fluids. These pumps operate on a simple principle they use a rotating propeller to impart energy to the liquid, creating a flow that can be directed to various applications. This article explores the various uses and advantages of propeller pumps.
-
- Throat Bush: Protects the area around the impeller eye where the slurry first enters.
-
The choice between a vertical inline pump and a centrifugal pump depends on various factors, including space constraints, pressure requirements, and maintenance considerations. By carefully evaluating your system's needs and the specific advantages of each pump type, you can select the right pump that meets your operational requirements and ensures long-term reliability.
-
- Locate your required flow rate and head on the chart to find potential pump models.
-
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
6. Bearing Assemblies
-
-
- Input your slurry properties and operating conditions into the software to get recommended pump models.
-
1. Understand Your Application Requirements
- content
-
-
Horizontal slurry pumps are essential tools in the mining and quarrying industries, where they play a pivotal role in processes such as slurry transport, tailings management, and sand separation. The advanced centrifugal slurry pump design and the availability of OEM horizontal slurry pumps ensure that these operations can be carried out efficiently and cost-effectively. By focusing on the quality and maintenance of AH slurry pump parts, operators can extend the life of their equipment, reduce operational costs, and enhance overall productivity. In an industry where efficiency and reliability are paramount, horizontal slurry pumps provide the performance and durability needed to succeed.
-
Wear Factors: Bearings can wear out due to the mechanical loads and need periodic lubrication and replacement.
-
By following these steps, you can quickly and effectively select a slurry pump model that meets your specific requirements. Utilizing manufacturer resources such as selection charts and software, understanding your application’s detailed needs, and consulting with experts are key components in making a well-informed and timely decision. Contact us today to learn more about our slurry pump models and how we can assist you in the selection process.
-
Materials: High-quality bearings are used to withstand the operational stresses.
-
5. Shaft and Bearing Assembly
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
Materials: High-quality bearings are used to withstand the operational stresses.
-
Comparing Vertical and Horizontal Pumps: Key Considerations
-
Slurry pumps are essential components in various industries, particularly in mining, mineral processing, and wastewater treatment. They are specifically designed to handle abrasive and viscous materials, which makes understanding their components crucial for optimal performance and longevity. One of the most critical aspects of a slurry pump is its wet end, which refers to the parts that come into direct contact with the slurry. In this article, we will explore the key wet end parts of a slurry pump, their functions, and their importance.
-
Sand and Gravel Separation in Quarrying with Horizontal Slurry Pumps
-
-
Horizontal Inline Centrifugal Pumps: Versatility and Reliability
-
4. Check Pump Performance Curves
-
Function: Bearing assemblies support the pump shaft and ensure smooth operation.
-
Moreover, the volute's cross-sectional area is carefully calculated to match the flow rate and pressure requirements of the system. An oversized volute may lead to low efficiency, as the fluid may not maintain its velocity to generate adequate pressure. Conversely, a volute that is too small can cause excessive pressure buildup, risking damage to the pump and downstream equipment.
-
The head, or the height to which a pump can raise the slurry, is another vital performance indicator for horizontal centrifugal slurry pumps. The head is directly related to the pump’s ability to overcome the pressure within the slurry transport system. This metric is typically measured in meters (m) and provides insight into the pump’s power to move slurry through pipelines and other components. The head is crucial for applications involving slurry transport using centrifugal pumps because it determines how efficiently the pump can transport slurry over long distances or through systems with varying elevations. Regular testing of head and pressure ensures that the horizontal centrifugal slurry pump meets the operational demands and maintains system efficiency.
-
b. Industry Consultants:
-
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire