ZJ Composites water vessel filter
-
In commercial settings, businesses have a legal obligation to ensure the safety of their employees and customers. Installing anti-slip treads in areas like loading docks, stairs, and entranceways can prevent serious injuries and reduce liability. Furthermore, a safe environment promotes a positive image for the business, demonstrating a commitment to the well-being of visitors.
anti slip treads
...
Popular on the whole site
2. Load Requirements Assess the weight the grating will need to support. This ensures that you select the appropriate type (heavy-duty or light-duty) based on your specific load needs.
Aluminum bar grating is a vital component widely used in various industries due to its exceptional strength, lightweight properties, and corrosion resistance. This type of grating is constructed from flat bars created from high-quality aluminum, which are engineered to create a durable, slip-resistant surface ideal for a multitude of applications. In this article, we will explore the features, benefits, and typical uses of aluminum bar grating.
One of the most notable advantages of fibreglass storage tanks is their corrosion resistance. Unlike traditional metal tanks that can rust and deteriorate over time when exposed to certain chemicals and environments, fibreglass tanks withstand the effects of acidic and alkaline substances. This property makes them an optimal choice for industries such as chemical processing, wastewater treatment, and even oil and gas, where corrosive materials are frequently stored.
A modular handrail is composed of pre-manufactured components that can be easily assembled and installed according to specific design needs. These components can include posts, rails, brackets, and infill options like glass, cable, or balusters. The modular nature of these systems allows for increased flexibility, enabling designers and builders to create customized solutions that meet safety standards while also enhancing the overall aesthetic of the space.
5. Temperature Range SMC panel tanks can typically withstand temperatures ranging from -40°C to 70°C. This wide temperature range makes them suitable for various climates and environmental conditions.
smc panel tank specifications

Another important classification is reverse osmosis (RO) filters. RO systems use a semipermeable membrane to separate contaminants from water. This method is particularly effective at removing dissolved solids, heavy metals, and bacteria, making it suitable for areas with significantly polluted water sources. Although RO systems tend to be more expensive and require professional installation, they offer comprehensive purification, making them popular in settings where water quality is a major concern.
water vessel filter
Popular articles
- 1
Conclusion
- 2
3. Manufacturing Process The method used to produce fiber water tanks also affects the price. Tanks that are handcrafted or utilize advanced manufacturing technologies may be more expensive, but they often offer better quality and performance.
- 3
When choosing an FRP walkway manufacturer, it's vital to consider several factors. One should evaluate the company's experience and reputation within the industry, as well as the range of products offered. Quality assurance processes play a critical role in ensuring that the walkways meet safety standards and performance expectations. Therefore, manufacturers who adhere to stringent quality control measures and certifications are ideal partners.
- 4
Environmental Considerations
- 5
The innovative integration of solar energy technology into FRP walkways represents a significant leap towards sustainability. These walkways can be designed with solar panels embedded into their structure, allowing them to capture solar energy efficiently. This not only ensures that the walkways serve a functional purpose but also transforms them into energy-generating assets. The energy collected can be used for various purposes, such as lighting, powering electronic devices, or being fed back into the grid.
- 6
- Standard Grating Clamps Utilized primarily for securing grating in standard installations.
- 7
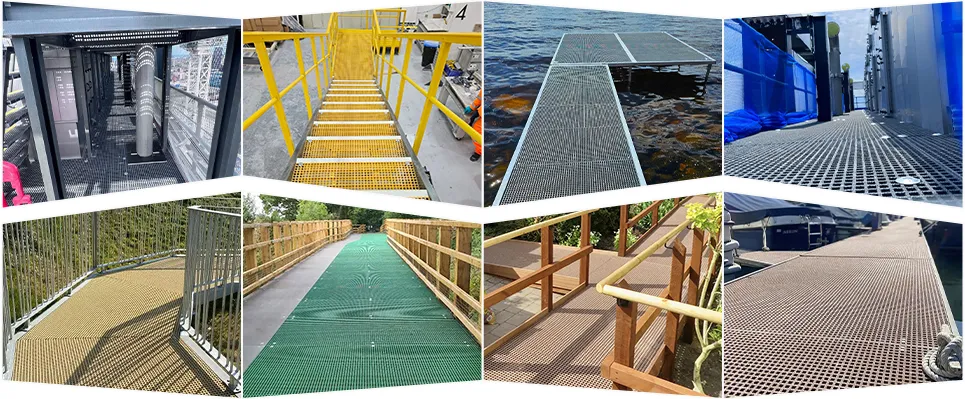
Safety is paramount in the design of walkways, and FRP possesses many features that enhance user safety. It provides excellent slip resistance, even when wet, which is crucial for preventing accidents in public spaces. Additionally, the non-conductive properties of FRP make it a safe choice for walkways in areas with electrical installations or potential hazards. The material is also less likely to splinter or crack compared to traditional materials, ensuring a safer experience for all users.
- 8
Challenges and Considerations
- 9
In food processing plants, where spills are common, non-slip grid mesh proves invaluable. It not only offers a safer environment for employees but also contributes to maintaining hygiene standards, as the grid design allows for easy cleaning and drainage of liquids, minimizing the risk of contamination.
non slip grid mesh
- 10
Sustainability
Links
-
4. Check Pump Performance Curves
-
Expand product application areas and shorten the conversion cycle of new product contracts. With the successful development of the company's first 300FMM-B90 froth slurry pump, combined with the results of market research, so far, MineMaxx has again completed the technical reserve of three new products of froth slurry pump, and completed the design of 65MZJ froth slurry pump, realizing the full coverage of conventional pump types. Recently, MineMaxx signed a contract with a company in Hangzhou for two sets of 100FZJ-B50 froth slurry pumps. The products involved in the contract are the new products of the company's technical reserve project. After receiving the contract, the relevant departments of the company quickly carried out work, and completed the technical transformation of all new product contracts in only three days, providing strong technical support for the delivery of subsequent new product contracts.
-
In conclusion, sewage pump impellers are integral to wastewater management systems. By understanding their types, materials, and maintenance, operators can make informed decisions that enhance the efficiency and reliability of sewage pumping operations, ultimately contributing to effective waste management solutions.
-
Types:
-
- Throat Bush: Protects the area around the impeller eye where the slurry first enters.
-
-
-
A pump wet end replacement involves changing out the parts that come into direct contact with the pumped fluid, including the impeller, casing, and liners. Determining the best time to perform this replacement requires careful analysis of the pump’s operating conditions, the wear rate of the components, and the criticality of the pump in your process. By tracking runtime hours, monitoring performance metrics, and assessing wear patterns, you can develop a replacement schedule that minimizes downtime and ensures continuous operation. This strategy not only helps to maintain pump efficiency but also reduces the long-term cost of ownership by preventing major failures.
-
b. Operating Conditions:
-
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
-
-
Slurry pumps are essential components in various industries, particularly in mining, mineral processing, and wastewater treatment. They are specifically designed to handle abrasive and viscous materials, which makes understanding their components crucial for optimal performance and longevity. One of the most critical aspects of a slurry pump is its wet end, which refers to the parts that come into direct contact with the slurry. In this article, we will explore the key wet end parts of a slurry pump, their functions, and their importance.
-
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
-
In various industrial sectors, the efficient handling and transportation of slurry— a mixture of solids and liquids— is critical. Whether in mining, construction, or wastewater treatment, the need for reliable machinery to manage these challenging substances has led to the increased utilization of slurry pumps. Among these, wholesale slurry pumps have emerged as a vital resource, offering a practical solution for businesses looking to optimize their operations.
-
Maintenance of sewage pump impellers is also vital for ensuring their longevity and functionality. Regular inspection can help identify wear or damage, and timely replacement of worn-out impellers can prevent pump failures and costly repairs. Moreover, keeping the impeller clean from debris buildup ensures optimal performance.
-
-
-
a. Material Compatibility:
-
Enhancing Durability with High Pressure Vertical Pumps
-
- **Particle Size: Identify the maximum particle size in the slurry.
-
-
- Input your slurry properties and operating conditions into the software to get recommended pump models.
-
- **Particle Size: Identify the maximum particle size in the slurry.
-
5. Seals
-
-
1. Understand Your Application Requirements
-
Efficiency Testing for AH Slurry Pump Parts
-
-
-
a. Manufacturer’s Selection Chart:
-
- Check the power requirements and ensure compatibility with your available power supply.
-
Materials: High-chrome iron, ductile iron, and stainless steel are commonly used materials.
-
The performance and efficiency of a horizontal centrifugal slurry pump are crucial for ensuring its optimal operation in various industrial applications. Accurate assessment of these factors involves detailed testing of flow rate, head, and efficiency. This article explores the essential performance indicators and how they are measured to ensure that the centrifugal slurry pump operates according to expected standards.
-
-
1. Impellers
-
Slurry pumps are specifically designed to manage abrasive and viscous fluids. Unlike conventional pumps, which may struggle with the unique characteristics of slurry, specialized slurry pumps are built to withstand high wear and tear. This is primarily due to their robust construction, often featuring materials such as high-chrome alloys and elastomers that enhance their resilience against corrosion and abrasion. As a result, they are capable of handling a wide variety of slurries, including those found in mineral processing, dredging, and even in some agricultural applications.
wholesale slurry pumps
-
The vertical design of slurry pumps offers numerous advantages for deep pit applications, from a compact footprint and ease of installation to enhanced durability and simplified maintenance. Vertical multistage centrifugal pumps are particularly well-suited to these environments, where space constraints, high pressures, and abrasive conditions are common. By focusing on structural engineering and optimizing the design of these pumps, industries can ensure reliable performance and cost-effective operation in even the most challenging deep pit applications.
-
-
Efficiency testing is essential to determine how effectively the AH Slurry Pump converts energy into useful work. Efficiency is generally expressed as a percentage and is calculated by comparing the pump’s output (the amount of slurry it moves) to the input energy required to operate it. For AH Slurry Pump parts, high efficiency is critical to minimizing energy consumption and operational costs. Efficiency testing involves measuring the pump’s power consumption, flow rate, and head under various operating conditions. By ensuring high efficiency, manufacturers and operators can optimize the performance of the centrifugal slurry pump and reduce the environmental impact of slurry transport operations.
-
The shaft transmits power from the motor to the impeller, while the bearing assembly supports the shaft and allows it to rotate smoothly. The durability of these components is essential, as they must endure continual mechanical stress and the harsh conditions present within the slurry.
-
b. Operating Conditions:
-
Function: The impeller is responsible for moving the slurry through the pump by converting mechanical energy into kinetic energy.
-
-
Function: The backplate provides structural support and helps in mounting the pump.
-
Efficient Horizontal Slurry Pumps Transport in Mining Operations
-
-
- Decide between direct drive, belt drive, or variable speed drive based on your application needs.
-
Flow Rate Measurement in Horizontal Centrifugal Slurry Pump
-
-
- cast iron ornamental
- Caster wheels for smooth sliding door operation - a practical solution for easy movement.
- Shijiazhuang TJJ hardware doors and windows
- Aluminum Sliding Wheel A Durable and Versatile Option for Smooth Movement
- Durable metal storage container featuring a secure padlock opening for added protection and convenience
- Iron Works Design - Custom Metal Fabrication & Innovative Design Solutions
- Stainless Steel Gate Handles for Durable and Stylish Home and Garden Applications
- hanging screen door rollers
- Creative Ideas for Middle Decorative Elements to Enhance Your Space and Style
- Shijiazhuang TJJ decorative wrought iron fence panels