anti skid grating
Popular on the whole site
GRP (Glass Reinforced Plastic) grating has become increasingly popular in various industries due to its unique properties and advantages. Among the different specifications available, 38mm GRP grating stands out for its versatility and robustness. This article aims to provide a comprehensive understanding of 38mm GRP grating, its applications, benefits, and considerations for potential users.
5. Safety and Security In addition to their aesthetic appeal, GRP fencing panels offer enhanced safety features. They can be manufactured to include anti-climb options or additional security measures, making them an excellent choice for enclosures around schools, parks, or private properties. Their solid construction ensures a secure barrier for both people and pets.
In addition to being lightweight, fibreglass access platforms boast a high strength-to-weight ratio. This means that they can support substantial loads while remaining light enough for easy handling. The strength of fibreglass platforms makes them suitable for a variety of applications, including industrial maintenance, construction projects, and even in the manufacturing of large machinery where access from various angles is necessary.
fibreglass access platforms
The production methods often employed include pultrusion, where continuous strands of fibers are drawn through a resin bath and then cured, resulting in a rod with consistent cross-section and high strength. Another method is filament winding, where fibers are wound around a rotating mandrel, allowing for complex geometries and enhanced mechanical properties in specific directions.
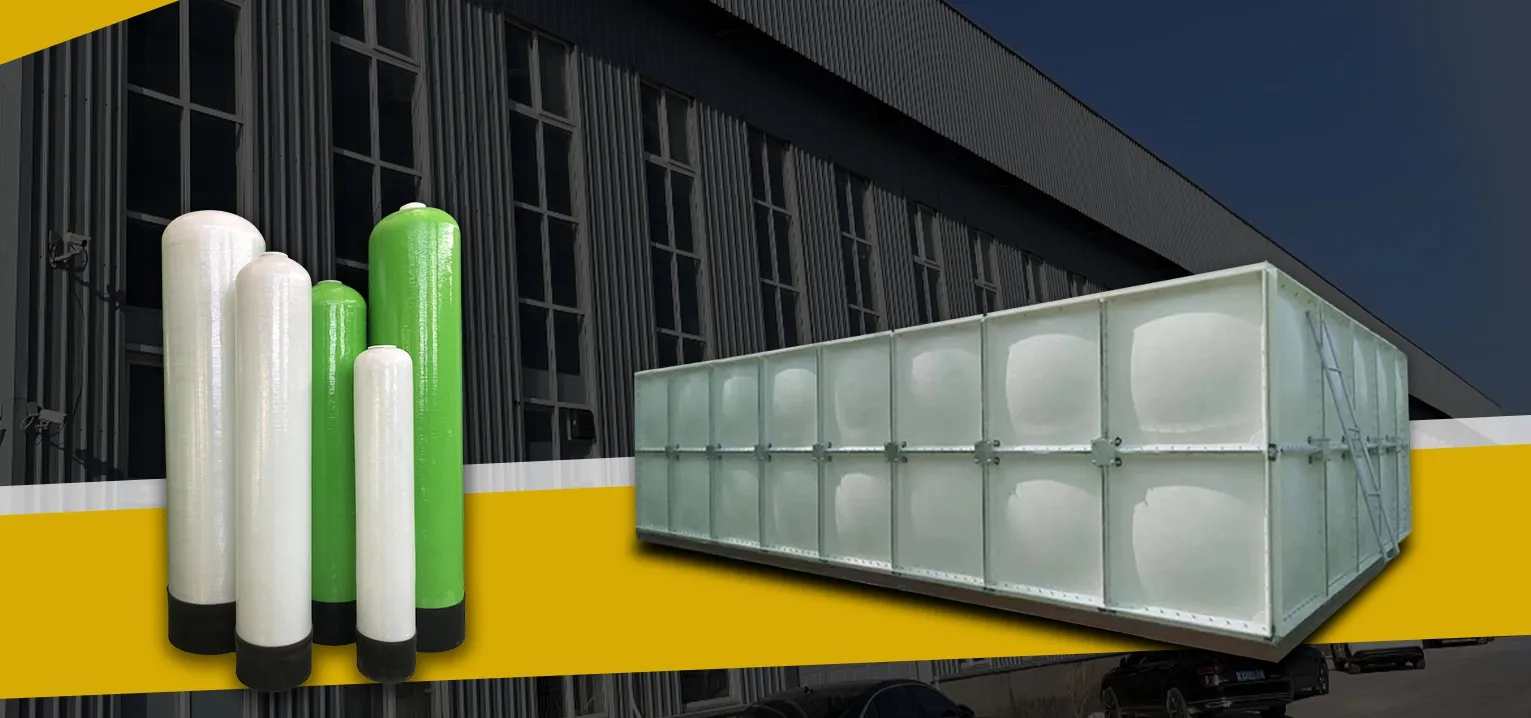
As the demand for reliable and efficient water storage solutions increases, many industries are turning to fiberglass reinforced plastic (FRP) underground water storage tanks. These tanks are favored for their durability, corrosion resistance, and overall performance in storing large volumes of water. However, potential buyers often have one primary question in mind What is the price of FRP underground water storage tanks?
In addition to its strength, open floor grating also offers excellent ventilation and drainage properties. The open design allows air to circulate freely, helping to prevent the buildup of heat and moisture in the space. This can be especially important in industrial environments where heat-generating equipment is used, as proper ventilation can help maintain a safe and comfortable working environment.
In commercial settings, businesses have a legal obligation to ensure the safety of their employees and customers. Installing anti-slip treads in areas like loading docks, stairs, and entranceways can prevent serious injuries and reduce liability. Furthermore, a safe environment promotes a positive image for the business, demonstrating a commitment to the well-being of visitors.
anti slip treads
1. Durability and Longevity One of the primary advantages of FRP guardrails is their exceptional durability. They are resistant to corrosion, rust, and rot, which significantly extends their lifespan compared to conventional materials. This characteristic is crucial in regions with harsh weather conditions, where traditional guardrails may deteriorate quickly.
Links
-
-
-

-
Conclusion
-
-
-
- Locate your required flow rate and head on the chart to find potential pump models.
-
Horizontal inline centrifugal pumps are among the most versatile pumps available, widely used across industries for their reliability and ease of maintenance. Unlike vertical pumps, these pumps are installed horizontally, which typically makes them easier to service and maintain. The horizontal design allows for more straightforward access to the pump’s internal components, which can be a significant advantage in applications where regular maintenance is required. Additionally, horizontal inline centrifugal pumps are capable of handling a wide range of fluid viscosities and flow rates, making them suitable for various industrial processes. Their versatility and robust construction make them a popular choice for many fluid handling applications.
-
-
Function: The backplate provides structural support and helps in mounting the pump.
-
Wear Factors: These components experience wear from the slurry and need to be checked regularly.
-
In agriculture, propeller pumps are commonly employed for irrigation purposes. With the ever-increasing need for food production and sustainable practices, farmers often rely on these pumps to distribute water from reservoirs or rivers to their fields. The efficiency and reliability of propeller pumps allow for optimal irrigation strategies, which are vital in maintaining crop health and maximizing yield. Moreover, they can operate in varying conditions, making them suitable for diverse agricultural environments.
propeller pump is used for
-
-
Vertical inline centrifugal pumps offer a streamlined installation process, which is crucial for deep pit applications. The inline design allows these pumps to be integrated directly into existing piping systems, reducing the need for extensive modifications. This not only saves time but also minimizes disruption to ongoing operations. Additionally, the vertical orientation of these pumps makes them easier to align and secure in tight spaces, ensuring stable operation. For deep pit applications, where access can be challenging, the ease of installation provided by vertical inline centrifugal pumps is a significant benefit. Optimizing the installation process further enhances the pump’s performance and longevity in demanding environments.
-
-
Function: The expeller and expeller rings work together to reduce the pressure and minimize leakage from the pump.
-
-
-
-
Efficient pump operation is critical for many industrial processes, and the maintenance of pump wear parts plays a vital role in ensuring reliability and reducing downtime. Properly managing the replacement cycle of components is essential for maintaining optimal pump performance. This article explores how to determine the best replacement cycle for these critical components, focusing on wear assessment, runtime tracking, and performance monitoring.
-
-
2. Pump Casing
-
Efficiency testing is essential to determine how effectively the AH Slurry Pump converts energy into useful work. Efficiency is generally expressed as a percentage and is calculated by comparing the pump’s output (the amount of slurry it moves) to the input energy required to operate it. For AH Slurry Pump parts, high efficiency is critical to minimizing energy consumption and operational costs. Efficiency testing involves measuring the pump’s power consumption, flow rate, and head under various operating conditions. By ensuring high efficiency, manufacturers and operators can optimize the performance of the centrifugal slurry pump and reduce the environmental impact of slurry transport operations.
-
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
-
-
Wear Factors: Continuous contact with the slurry and seals can cause wear on the shaft sleeves.
-
The vertical design of slurry pumps offers numerous advantages for deep pit applications, from a compact footprint and ease of installation to enhanced durability and simplified maintenance. Vertical multistage centrifugal pumps are particularly well-suited to these environments, where space constraints, high pressures, and abrasive conditions are common. By focusing on structural engineering and optimizing the design of these pumps, industries can ensure reliable performance and cost-effective operation in even the most challenging deep pit applications.
-
-
- Throat Bush: Protects the area around the impeller eye where the slurry first enters.
-
Materials: Materials used for shaft sleeves include hardened stainless steel and ceramic-coated materials.
-
-
-
Horizontal Inline Centrifugal Pumps: Versatility and Reliability
-
-
These flanges serve as the connection points for the inlet and outlet of the pump. Proper alignment and sealing of these flanges are vital to ensure the efficient operation of the pump and to prevent leaks. They can vary in size and shape depending on the specific application and the system's design.
-
Understanding the Role of Propeller Pumps in Various Applications
-
-
1. Understand Your Application Requirements
-
Efficiency testing is essential to determine how effectively the AH Slurry Pump converts energy into useful work. Efficiency is generally expressed as a percentage and is calculated by comparing the pump’s output (the amount of slurry it moves) to the input energy required to operate it. For AH Slurry Pump parts, high efficiency is critical to minimizing energy consumption and operational costs. Efficiency testing involves measuring the pump’s power consumption, flow rate, and head under various operating conditions. By ensuring high efficiency, manufacturers and operators can optimize the performance of the centrifugal slurry pump and reduce the environmental impact of slurry transport operations.
-
-
-
-
-
-
-
b. Operating Conditions:
-
-
-
a. Material Compatibility:
-
5. Seals
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire