water treatment for home
Popular on the whole site
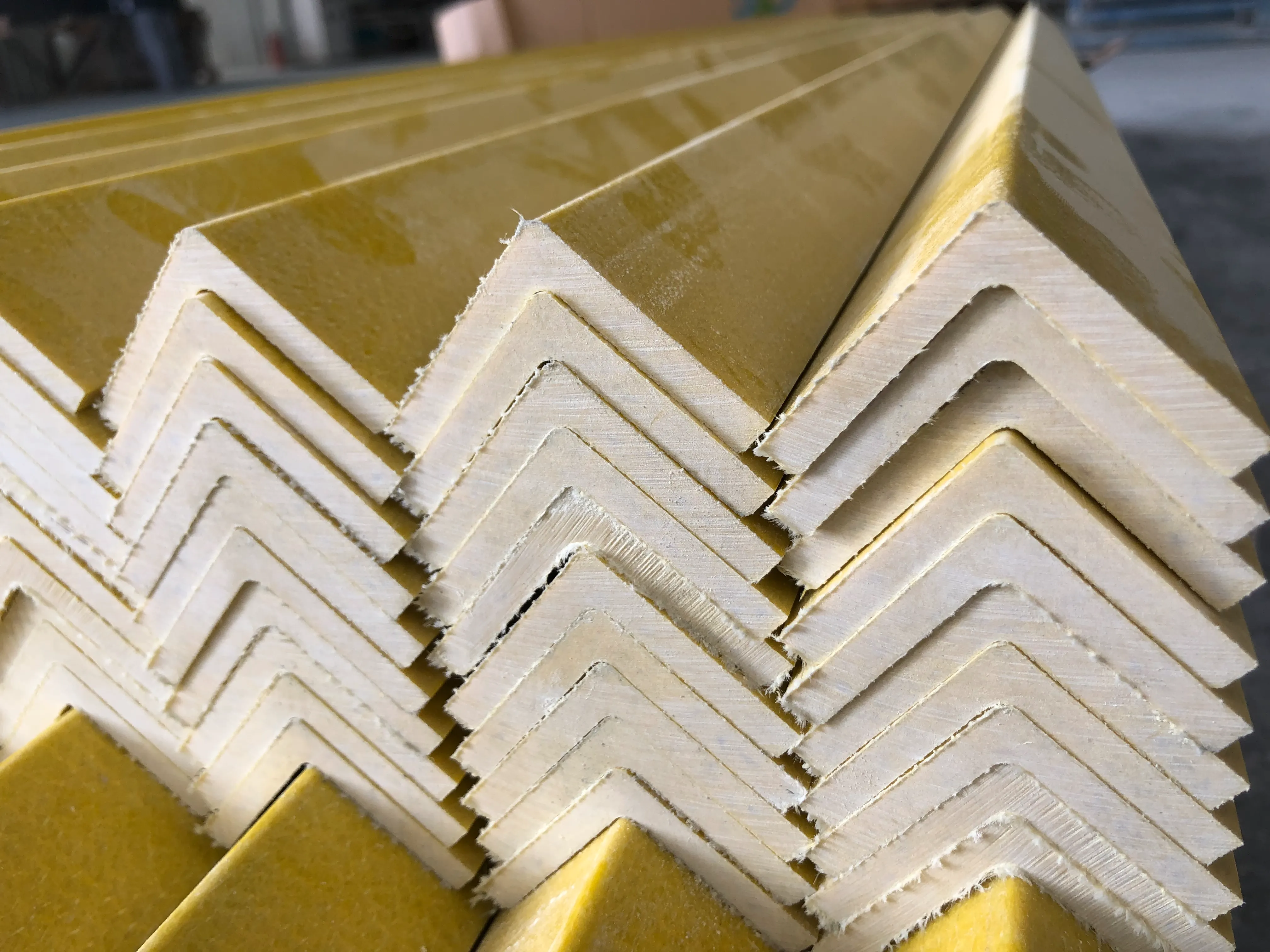
Fiberglass fence posts are versatile and can be used for various applications, whether you’re installing a residential garden fence, an agricultural boundary, or a commercial security perimeter. The adaptability of fiberglass allows for seamless integration into different settings and use cases. Additionally, it can be easily customized to meet specific fencing needs, such as height requirements or spacing between posts.
Anti-slip products are specially designed to provide improved traction on potentially hazardous surfaces. They can be applied to a variety of materials, including floors, staircases, bathtubs, and ramps. Common types of anti-slip products include anti-slip coatings, tapes, mats, and floor treatments. Each of these products serves a specific purpose and is suited for different environments, from residential areas to industrial settings.
2. Lightweight FRP square pipes are considerably lighter than their metal counterparts. This reduction in weight not only simplifies handling and installation but also leads to lower transportation costs. Their lightweight nature also reduces the load on supporting structures, making them ideal for applications in areas with weight restrictions.
Weight is another significant advantage of FRP over traditional materials. The lightweight nature of the 1054 FRP vessel facilitates ease of transportation and installation, reducing associated costs and logistical challenges. Moreover, the reduced weight does not compromise the vessel’s performance; instead, it enhances the efficiency in scenarios where weight considerations are critical, such as in offshore applications or mobile processing units.
1054 frp vessel

Popular articles
- 1
In the realm of industrial fluid storage, the 1054 FRP (Fiber Reinforced Plastic) vessel stands out as a paragon of modern engineering and material science. As industries increasingly demand robust, reliable, and long-lasting storage solutions, the 1054 FRP vessel offers an exemplary balance of these attributes.
- 2
Easy Installation and Scalability
- 3
Durability is another hallmark of FRP bridge deck panels. Unlike traditional materials, which can suffer from rust, rot, and chemical degradation, FRP materials are impervious to many types of environmental wear. This makes them particularly suitable for infrastructure that must withstand challenging conditions, such as roadway exposure to de-icing salts, moisture, and freeze-thaw cycles. Consequently, the lifespan of a bridge featuring FRP deck panels can extend significantly beyond that of conventional materials, promoting long-term sustainability in infrastructure investments.
frp bridge deck panels
- 4
The non-conductive properties of GRP are another important aspect. In environments where electrical hazards may be present, GRP grating provides an effective solution as it does not conduct electricity. This makes it an excellent choice for applications in electrical substations, power plants, and other industrial settings where electrical safety is paramount.
grp pultruded grating
- 5
3. Aesthetic Appeal The smooth, round shape of CHS steel tubes lends a modern aesthetic to buildings and structures. They can also be designed in various finishes to complement architectural styles, making them an attractive choice for visible structural elements.
chs steel tube
- 6
GRP sectional panel tank is a popular choice for storing water in various industries and applications due to its durability, flexibility, and cost-effectiveness. These tanks are made of fiberglass reinforced plastic (GRP) panels that are bolted together to create a water storage solution that can be customized to fit any space or capacity requirements.
- 7
In summary, FRP mini mesh grating offers a combination of durability, versatility, and safety that makes it an attractive flooring solution across various industries. Its resistance to corrosion, lightweight nature, and customizable features provide significant benefits, ensuring that FRP mini mesh grating will continue to be a preferred choice for many applications in the future. As industries evolve, the demand for innovative and reliable materials like FRP will only increase, ensuring its place in modern infrastructure and maintenance.
- 8
Despite the numerous advantages of FRP bridge deck panels, challenges remain. Initial material costs can be higher compared to traditional materials, which can deter some projects. Additionally, the engineering community continues to research and establish codes and standards for the use of FRP in bridge applications. As these barriers are addressed, it is likely that the adoption of FRP technology will continue to grow.
- 9
Well water, often sourced from underground aquifers, can carry a variety of impurities, including bacteria, heavy metals, and nitrates, which can originate from agricultural runoff, industrial waste, and natural mineral deposits. These contaminants pose significant health risks, particularly for children, pregnant women, and individuals with compromised immune systems. Therefore, it is imperative for homeowners relying on well water to have a robust purification system in place to ensure the safety and quality of their drinking water.
- 10
In addition to its corrosion resistance, stainless steel floor grating offers excellent strength and load-bearing capabilities. The material's inherent robustness allows it to support heavy loads without bending or deforming, making it an ideal choice for industrial applications, including manufacturing floors, platforms, and walkways. Moreover, stainless steel grating is available in various styles and configurations, including welded and press-locked options, allowing engineers and architects to choose the best fit for specific design requirements.
stainless steel floor grating
Links
-
7. Expeller and Expeller Rings
-
The Role of the Volute in Centrifugal Pumps
-
a. Performance Curves:
-
The key to optimizing the replacement cycle of pump wear parts lies in balancing maintenance costs with the need for reliability. By understanding the wear patterns of components you can establish a maintenance strategy that minimizes downtime while extending the life of your pump. Regular inspections, wear monitoring, and a well-planned pump wet end replacement schedule are essential components of this strategy. By implementing these practices, you can reduce the risk of unexpected failures, lower maintenance costs, and ensure that your pumping system continues to operate at peak efficiency.
-
- Choose materials that can withstand the slurry's abrasiveness and corrosiveness. Common materials include high-chrome alloys, stainless steel, and rubber linings.
-
-
The centrifugal slurry pump design plays a significant role in the effective transportation of slurry in mining operations. The design ensures that the pump can handle high-density materials without compromising performance. This is particularly important in mining, where the slurry often contains heavy and abrasive particles that can wear down pump components. The robust construction and optimized design of horizontal slurry pumps allow them to move large volumes of slurry over long distances, ensuring that materials are efficiently transported from extraction sites to processing facilities. By selecting the appropriate centrifugal pump for slurry, mining operations can maintain consistent material flow, reduce downtime, and enhance overall productivity.
-
Wear Factors: Liners experience wear from the continuous contact with the slurry.
-
The pump casing encases the impeller and provides a pathway for the slurry to flow. It is structured to withstand high-pressure conditions and is often made from durable materials such as cast iron or high chromium content alloys. The casing must also be designed to minimize wear caused by the abrasive nature of the slurry, making material selection critical for long-term performance.
-
High pressure vertical pumps are designed to handle fluids at high pressures and are often used in applications where space is limited. These pumps are typically installed vertically, which allows them to have a smaller footprint compared to their horizontal counterparts. The vertical design is particularly advantageous in environments where floor space is at a premium, such as in high-rise buildings or industrial plants with constrained layouts. These pumps are known for their ability to deliver high pressure with minimal energy consumption, making them an efficient choice for systems that require constant, reliable pressure. By optimizing the design of high pressure vertical pumps, engineers can ensure that these pumps provide robust performance in demanding applications.
-
In order to broaden the application field of products and improve the market competitiveness of products,MineMaxx stepped up the implementation of the new product technology reserve strategy. According to the feedback of marketing personnel and relevant users as well as the market research of technical personnel, it comprehensively carried out the technical reserve of different types of new products, such as ceramic desulfurization pumps, froth slurry pumps, which greatly shortened the product delivery cycle and improved user trust.
-
Understanding and maintaining the wear parts of slurry pumps is crucial for their longevity and efficient operation. Regular inspection, proper material selection, and timely replacement of wear parts can help minimize downtime and reduce maintenance costs. By using high-quality materials and adhering to best maintenance practices, slurry pumps can effectively handle the challenging conditions of abrasive and corrosive slurries.
-
-
The Compact Footprint of Vertical Multistage Centrifugal Pumps
-
Selecting the appropriate slurry pump model quickly involves understanding your application's specific requirements and matching them with the pump's capabilities.
-
The Role of Vertical Stage Pumps in High-Pressure Applications
-
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
-
Materials: Materials used for shaft sleeves include hardened stainless steel and ceramic-coated materials.
-
-
Function: Shaft sleeves protect the pump shaft from the slurry and the mechanical seals.
-
- Packing Seals: Use a packing material to create a seal around the shaft.
-
The Role of the Volute in Centrifugal Pumps
-
In quarrying, the separation of sand and gravel is a vital process that requires reliable equipment. Horizontal slurry pumps are particularly well-suited for this task, as they can efficiently handle the slurry mixture of sand, gravel, and water. The centrifugal slurry pump design ensures that these materials are separated and transported to their respective storage or processing areas with minimal energy consumption. By utilizing OEM horizontal slurry pumps, quarry operations can streamline their processes, reduce operational costs, and improve the quality of the final product. The durability and efficiency of these pumps make them a cost-effective solution for handling the abrasive and coarse materials commonly found in quarries.
-
-
- Input your slurry properties and operating conditions into the software to get recommended pump models.
-
6. Bearing Assemblies
-
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
-
In agriculture, propeller pumps are commonly employed for irrigation purposes. With the ever-increasing need for food production and sustainable practices, farmers often rely on these pumps to distribute water from reservoirs or rivers to their fields. The efficiency and reliability of propeller pumps allow for optimal irrigation strategies, which are vital in maintaining crop health and maximizing yield. Moreover, they can operate in varying conditions, making them suitable for diverse agricultural environments.
propeller pump is used for
-
In order to broaden the application field of products and improve the market competitiveness of products,MineMaxx stepped up the implementation of the new product technology reserve strategy. According to the feedback of marketing personnel and relevant users as well as the market research of technical personnel, it comprehensively carried out the technical reserve of different types of new products, such as ceramic desulfurization pumps, froth slurry pumps, which greatly shortened the product delivery cycle and improved user trust.
-
In order to broaden the application field of products and improve the market competitiveness of products,MineMaxx stepped up the implementation of the new product technology reserve strategy. According to the feedback of marketing personnel and relevant users as well as the market research of technical personnel, it comprehensively carried out the technical reserve of different types of new products, such as ceramic desulfurization pumps, froth slurry pumps, which greatly shortened the product delivery cycle and improved user trust.
-
a. Slurry Characteristics:
-
-
Wear Factors: Bearings can wear out due to the mechanical loads and need periodic lubrication and replacement.
-
Wear Factors: Continuous contact with the slurry and seals can cause wear on the shaft sleeves.
-
The centrifugal slurry pump design plays a significant role in the effective transportation of slurry in mining operations. The design ensures that the pump can handle high-density materials without compromising performance. This is particularly important in mining, where the slurry often contains heavy and abrasive particles that can wear down pump components. The robust construction and optimized design of horizontal slurry pumps allow them to move large volumes of slurry over long distances, ensuring that materials are efficiently transported from extraction sites to processing facilities. By selecting the appropriate centrifugal pump for slurry, mining operations can maintain consistent material flow, reduce downtime, and enhance overall productivity.
-
Another aspect to consider is the volute's performance under varying operational conditions. Centrifugal pumps are often designed to handle specific flow rates and pressures. When the operational conditions stray from those design limits, the volute may not perform optimally, leading to efficiency losses. Engineers often employ computational fluid dynamics (CFD) simulations to analyze and optimize volute designs based on anticipated operational scenarios.
-
Function: The expeller and expeller rings work together to reduce the pressure and minimize leakage from the pump.
-
Function: The expeller and expeller rings work together to reduce the pressure and minimize leakage from the pump.
-
-
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
-
-
-
In deep pit and high liquid level applications, pumps must withstand significant pressures and abrasive conditions. High pressure vertical pumps are specifically designed to handle these challenges. Their robust construction and ability to operate under high pressures make them ideal for transporting slurry from deep pits or sumps. These pumps are engineered to resist wear and tear, ensuring a longer service life even in harsh conditions. By focusing on the durability and pressure-handling capabilities of high pressure vertical pumps, engineers can optimize their design for deep pit applications, ensuring consistent performance and reducing the need for frequent maintenance.
-
Monitoring Wet Parts for Optimal Pump Performance
-
-
Function: Seals prevent slurry from leaking out of the pump and protect the internal components.
-
7. Expeller and Expeller Rings
-
The pump casing encases the impeller and provides a pathway for the slurry to flow. It is structured to withstand high-pressure conditions and is often made from durable materials such as cast iron or high chromium content alloys. The casing must also be designed to minimize wear caused by the abrasive nature of the slurry, making material selection critical for long-term performance.
-
The head, or the height to which a pump can raise the slurry, is another vital performance indicator for horizontal centrifugal slurry pumps. The head is directly related to the pump’s ability to overcome the pressure within the slurry transport system. This metric is typically measured in meters (m) and provides insight into the pump’s power to move slurry through pipelines and other components. The head is crucial for applications involving slurry transport using centrifugal pumps because it determines how efficiently the pump can transport slurry over long distances or through systems with varying elevations. Regular testing of head and pressure ensures that the horizontal centrifugal slurry pump meets the operational demands and maintains system efficiency.
-
Comparing Vertical and Horizontal Pumps: Key Considerations
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire