frp rebar manufacturers
Popular articles
- 1
4. Aesthetic Versatility FRP railings can be designed to mimic the look of wood, metal, or other materials, providing an aesthetic that can suit any architectural style. Additionally, they can be customized in terms of color and finish, allowing designers to implement them into their vision seamlessly.
- 2
What is Bar Grating?
- 3
Economic factors also favor the adoption of the 1054 FRP vessel. While initial costs may be slightly higher than some traditional materials, the total cost of ownership is significantly lower. This is attributed to its durability, reduced maintenance, and longevity. Industries can enjoy a greater return on investment, making it a financially sound choice.
- 4
Where to Find Galvanized Tanks for Sale
- 5
- Commercial Areas Shopping centers, parking lots, and warehouses benefit from the efficient drainage provided by FRP systems, helping to manage excess water during rainfall and snowmelt.
- 6
In conclusion, the evolution of Fiber Reinforced Plastic grating marks a significant advancement in construction materials. Its combination of durability, strength, safety, and environmental benefits positions it as a superior alternative to traditional materials. As industries continue to seek materials that offer performance and sustainability, FRP grating is poised to play an increasingly vital role in modern construction, shaping the future landscape of industrial applications.
- 7
Fiber Reinforced Polymer is a composite material made of a polymer matrix reinforced with fibers, such as glass, carbon, or aramid. The unique combination of these materials offers exceptional strength-to-weight ratios and resistance to various environmental factors, which is particularly important for applications exposed to harsh conditions.
- 8
The applications of metal bar grating are vast and varied. It is commonly used in
- 9
Evolution of Design and Materials
- 10
Hygiene is paramount when it comes to storing water. Stainless steel is non-porous and smooth, which means it is less likely to harbor bacteria and other pathogens. Regular cleaning is straightforward, allowing for easy maintenance of water quality. Unlike plastic tanks, which can develop biofilms and algae growth, stainless steel tanks provide a safer choice for potable water storage. Moreover, their robust construction means they tend to require less frequent replacement or repair, translating to long-term cost savings.
stainless steel water tank rectangular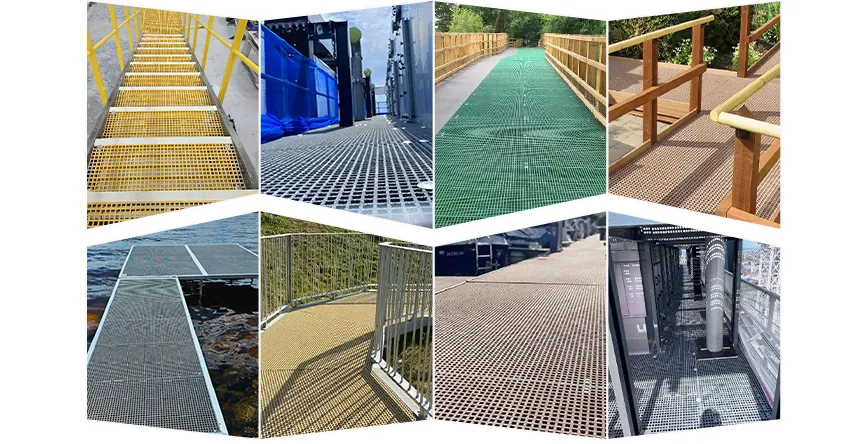
Links
- content
-
Horizontal slurry pumps are essential tools in the mining and quarrying industries, where they play a pivotal role in processes such as slurry transport, tailings management, and sand separation. The advanced centrifugal slurry pump design and the availability of OEM horizontal slurry pumps ensure that these operations can be carried out efficiently and cost-effectively. By focusing on the quality and maintenance of AH slurry pump parts, operators can extend the life of their equipment, reduce operational costs, and enhance overall productivity. In an industry where efficiency and reliability are paramount, horizontal slurry pumps provide the performance and durability needed to succeed.
-
-
By following these steps, you can quickly and effectively select a slurry pump model that meets your specific requirements. Utilizing manufacturer resources such as selection charts and software, understanding your application’s detailed needs, and consulting with experts are key components in making a well-informed and timely decision. Contact us today to learn more about our slurry pump models and how we can assist you in the selection process.
-
-
Slurry pumps are specifically designed to manage abrasive and viscous fluids. Unlike conventional pumps, which may struggle with the unique characteristics of slurry, specialized slurry pumps are built to withstand high wear and tear. This is primarily due to their robust construction, often featuring materials such as high-chrome alloys and elastomers that enhance their resilience against corrosion and abrasion. As a result, they are capable of handling a wide variety of slurries, including those found in mineral processing, dredging, and even in some agricultural applications.
wholesale slurry pumps
-
-
In quarrying, the separation of sand and gravel is a vital process that requires reliable equipment. Horizontal slurry pumps are particularly well-suited for this task, as they can efficiently handle the slurry mixture of sand, gravel, and water. The centrifugal slurry pump design ensures that these materials are separated and transported to their respective storage or processing areas with minimal energy consumption. By utilizing OEM horizontal slurry pumps, quarry operations can streamline their processes, reduce operational costs, and improve the quality of the final product. The durability and efficiency of these pumps make them a cost-effective solution for handling the abrasive and coarse materials commonly found in quarries.
-
1. Impeller
-
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
-
2. Use a Selection Chart or Software
-
-
3. Casing
-
Materials: High-chrome iron, ductile iron, and stainless steel are commonly used materials.
-
-
-
-
-
b. Selection Software:
-
The shaft transmits power from the motor to the impeller, while the bearing assembly supports the shaft and allows it to rotate smoothly. The durability of these components is essential, as they must endure continual mechanical stress and the harsh conditions present within the slurry.
-
-
-
Enhancing Productivity with AH Slurry Pump Parts
-
Function: The impeller is responsible for moving the slurry through the pump by converting mechanical energy into kinetic energy.
-
-
Understanding the Basics of High Pressure Vertical Pumps
-
Assessing Head and Pressure in Centrifugal Slurry Pumps
-
- Packing Seals: Use a packing material to create a seal around the shaft.
-
- Flow Rate: Determine the required flow rate (typically in cubic meters per hour or gallons per minute).
-
-
5. Shaft and Bearing Assembly
-
Enhancing Durability with High Pressure Vertical Pumps
-
- Reach out to the pump manufacturer’s technical support team for assistance in confirming your selection.
-
High pressure vertical pumps are designed to handle fluids at high pressures and are often used in applications where space is limited. These pumps are typically installed vertically, which allows them to have a smaller footprint compared to their horizontal counterparts. The vertical design is particularly advantageous in environments where floor space is at a premium, such as in high-rise buildings or industrial plants with constrained layouts. These pumps are known for their ability to deliver high pressure with minimal energy consumption, making them an efficient choice for systems that require constant, reliable pressure. By optimizing the design of high pressure vertical pumps, engineers can ensure that these pumps provide robust performance in demanding applications.
-
Adapting to High Liquid Level Conditions with SPR Slurry Pumps
-
Types:
-
Selecting the appropriate slurry pump model quickly involves understanding your application's specific requirements and matching them with the pump's capabilities.
-
Centrifugal pumps play a pivotal role in various industries, including water supply, chemical processing, and wastewater management. One of the essential components of a centrifugal pump is the volute, which has a significant impact on the pump's performance and efficiency. Understanding the volute's function provides insight into how centrifugal pumps operate and their design considerations.
-
The vertical design of slurry pumps offers numerous advantages for deep pit applications, from a compact footprint and ease of installation to enhanced durability and simplified maintenance. Vertical multistage centrifugal pumps are particularly well-suited to these environments, where space constraints, high pressures, and abrasive conditions are common. By focusing on structural engineering and optimizing the design of these pumps, industries can ensure reliable performance and cost-effective operation in even the most challenging deep pit applications.
-
In conclusion, propeller pumps are an essential component in many industries. Their ability to efficiently handle large volumes of liquid makes them invaluable for water treatment, agriculture, industrial processes, and firefighting. As technology advances, we can expect further innovations in propeller pump design, enhancing their effectiveness and broadening their applications.
-
In quarrying, the separation of sand and gravel is a vital process that requires reliable equipment. Horizontal slurry pumps are particularly well-suited for this task, as they can efficiently handle the slurry mixture of sand, gravel, and water. The centrifugal slurry pump design ensures that these materials are separated and transported to their respective storage or processing areas with minimal energy consumption. By utilizing OEM horizontal slurry pumps, quarry operations can streamline their processes, reduce operational costs, and improve the quality of the final product. The durability and efficiency of these pumps make them a cost-effective solution for handling the abrasive and coarse materials commonly found in quarries.
-
-
The key to optimizing the replacement cycle of pump wear parts lies in balancing maintenance costs with the need for reliability. By understanding the wear patterns of components you can establish a maintenance strategy that minimizes downtime while extending the life of your pump. Regular inspections, wear monitoring, and a well-planned pump wet end replacement schedule are essential components of this strategy. By implementing these practices, you can reduce the risk of unexpected failures, lower maintenance costs, and ensure that your pumping system continues to operate at peak efficiency.
-
-
Vertical inline centrifugal pumps offer a streamlined installation process, which is crucial for deep pit applications. The inline design allows these pumps to be integrated directly into existing piping systems, reducing the need for extensive modifications. This not only saves time but also minimizes disruption to ongoing operations. Additionally, the vertical orientation of these pumps makes them easier to align and secure in tight spaces, ensuring stable operation. For deep pit applications, where access can be challenging, the ease of installation provided by vertical inline centrifugal pumps is a significant benefit. Optimizing the installation process further enhances the pump’s performance and longevity in demanding environments.
-
The Role of the Volute in Centrifugal Pumps
-
7. Expeller and Expeller Rings
-
-
Understanding Sewage Pump Impellers A Key Component in Waste Management
-
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire