frp stair
-
FRP tanks are significantly lighter than their concrete or metal counterparts, which simplifies transportation and installation processes. The reduced weight means that less structural support is needed, allowing for greater flexibility in placement. Additionally, the installation process can be quicker and less labor-intensive, resulting in lower overall project costs. This lightweight property also makes maintenance easier, as handling and accessing the tanks is less cumbersome.
frp material water tank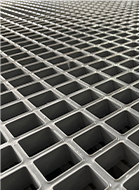
...
-
Another key benefit is its durability. GRP grating is highly resistant to chemicals, UV radiation, and environmental degradation, which extends its lifespan even in harsh conditions. This durability minimizes the need for frequent replacements and maintenance, further contributing to long-term cost-efficiency.
grp floor grating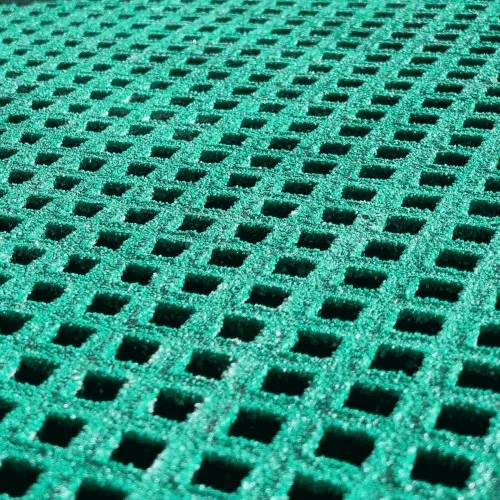
...
-
3. High Strength-to-Weight Ratio Despite their lightness, FRP guardrails boast an impressive strength-to-weight ratio. This means they can absorb and distribute impact forces effectively, providing essential safety without compromising structural integrity. In cases of vehicular impact, FRP guardrails are designed to deform and absorb energy, enhancing the protection of road users.
frp guardrail
...
Popular articles
- 1
In the realm of modern construction and infrastructure development, the focus on sustainability and efficiency has become increasingly paramount. Among the innovative materials that have emerged in recent years, Fiber Reinforced Polymer (FRP) is one that stands out, especially when it comes to walkways. FRP walkways are gaining recognition for their durability, lightweight properties, and environmental benefits, making them an ideal choice for both urban and rural applications.
- 2
Standard Sizes and Specifications
- 3
Conclusion
- 4
Another advantage of floor grating clamps is their ease of installation. These clamps can be quickly and easily attached to the grating panels using basic tools, minimizing downtime and labor costs. This makes them an efficient and cost-effective solution for securing floor gratings in various industrial and commercial environments.
- 5
One of the most significant benefits of fiberglass water storage tanks is their remarkable durability. Made from a combination of glass fibers and resin, these tanks are designed to withstand a variety of environmental factors, including extreme temperatures, UV radiation, and corrosive substances. Unlike metal tanks, which can rust and corrode over time, fiberglass tanks are resistant to deterioration, ensuring a longer lifespan. This durability makes them particularly suitable for outdoor usage, where exposure to harsh weather conditions is a concern.
- 6
In an era of increasing environmental awareness, choosing FRP as a material for water tanks is an eco-friendly decision. The production of FRP involves less energy compared to traditional materials like concrete and steel. Moreover, the longevity and low maintenance needs of FRP tanks contribute to a reduced carbon footprint over their lifecycle. By choosing FRP, consumers contribute to sustainable practices that aim to preserve natural resources.
- 7
In the construction industry, heavy duty bar grating is often used for stair treads, platforms, and even as protective barriers around machinery. Its high load capacity ensures that it can sustain the weight of both personnel and equipment.
- 8
Sustainability is another crucial aspect driving the adoption of FRP bars. As awareness of environmental issues grows, the use of materials that reduce the need for repairs and replacements contributes to more sustainable building practices.
- 9
Beyond their practical applications, grating floor plates also have an aesthetic appeal. They provide a modern and industrial look that can enhance the visual appeal of commercial spaces such as cafes, retail outlets, and showrooms. The transparent nature of the grating can create an illusion of openness and spaciousness, contributing positively to the overall design of a space.
- 10
Fiberglass fence posts come in various designs and colors, allowing for a broad range of aesthetic choices to suit different styles and preferences. Whether you prefer a classic look or a more modern design, fiberglass can provide a visually appealing solution. Additionally, the smooth finish of fiberglass can contribute to a polished and professional appearance for both residential and commercial properties.
fiberglass fence post
Links
-
In conclusion, sewage pump impellers are integral to wastewater management systems. By understanding their types, materials, and maintenance, operators can make informed decisions that enhance the efficiency and reliability of sewage pumping operations, ultimately contributing to effective waste management solutions.
-
-
5. Seals
-

-
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
-
-
- Temperature: Note the operating temperature of the slurry.
-
Efficiency Testing for AH Slurry Pump Parts
-
Materials: Typically made from the same material as the casing or other wear-resistant materials.
-
-
6. Consult with Experts
-
- Input your slurry properties and operating conditions into the software to get recommended pump models.
-
- Review the performance curves for the selected pump models to ensure they meet your flow rate and head requirements.
-
Propeller pumps are a crucial element in the field of fluid dynamics, primarily utilized for their efficiency in moving large volumes of fluids. These pumps operate on a simple principle they use a rotating propeller to impart energy to the liquid, creating a flow that can be directed to various applications. This article explores the various uses and advantages of propeller pumps.
-
-
- Select the impeller design that best handles the slurry's characteristics (e.g., closed impellers for abrasive slurries, open impellers for large particles).
-
Vertical slurry pumps are essential in various industries where deep pits, sumps, and high liquid levels present unique challenges. The vertical design offers several advantages, including a compact footprint, ease of installation, and simplified maintenance. This article explores how vertical multistage centrifugal pumps and vertical inline centrifugal pumps can be optimized to perform effectively in demanding deep pit environments, focusing on structural engineering solutions.
-
- Mechanical Seals: Provide a tight seal and reduce leakage.
-
- Throat Bush: Protects the area around the impeller eye where the slurry first enters.
-
- Packing Seals: Use a packing material to create a seal around the shaft.
-
The Role of the Volute in Centrifugal Pumps
-
4. Shaft Sleeves
-
4. Shaft Sleeves
-
Function: Liners protect the pump casing from the abrasive action of the slurry.
-
-
One of the primary advantages of purchasing wholesale slurry pumps is cost efficiency. When companies buy in bulk, they can take advantage of reduced prices, resulting in significant savings. This is especially beneficial for large-scale projects where multiple pumps are required. In addition, wholesale suppliers typically offer a wide range of models and specifications, allowing businesses to choose the most appropriate pump according to their unique needs. This capability ensures that operations can run smoothly and efficiently without significant downtime caused by equipment failure.
-
In conclusion, wholesale slurry pumps play an essential role in various industrial applications by providing the necessary tools for effective slurry management. Their durability, cost efficiency, and technological advancements make them the preferred choice for businesses aiming to enhance productivity and operational efficiency. As industries continue to evolve, the demand for reliable and efficient slurry pumps will only increase, emphasizing the importance of these robust machines in modern manufacturing and resource processing sectors. Investing in quality wholesale slurry pumps is not just a purchase; it is a strategic move toward achieving long-term operational success.
2. Pump Casing
In summary, the volute is a critical component of centrifugal pumps that significantly influences their efficiency and performance. Its design and construction must be meticulously considered to ensure optimal flow characteristics and pressure generation. By effectively harnessing the kinetic energy of the fluid, the volute plays a central role in the successful operation of centrifugal pumps, making it a fundamental element in fluid transport systems across various industries. Understanding its importance aids in designing better pumps that meet the demanding requirements of modern applications.
The Role of the Volute in Centrifugal Pumps
Function: The backplate provides structural support and helps in mounting the pump.
- **Particle Size: Identify the maximum particle size in the slurry.
Another aspect to consider is the volute's performance under varying operational conditions. Centrifugal pumps are often designed to handle specific flow rates and pressures. When the operational conditions stray from those design limits, the volute may not perform optimally, leading to efficiency losses. Engineers often employ computational fluid dynamics (CFD) simulations to analyze and optimize volute designs based on anticipated operational scenarios.
6. Bearing Assemblies
- Mechanical Seals: Provide a tight seal and reduce leakage.
In conclusion, wholesale slurry pumps play an essential role in various industrial applications by providing the necessary tools for effective slurry management. Their durability, cost efficiency, and technological advancements make them the preferred choice for businesses aiming to enhance productivity and operational efficiency. As industries continue to evolve, the demand for reliable and efficient slurry pumps will only increase, emphasizing the importance of these robust machines in modern manufacturing and resource processing sectors. Investing in quality wholesale slurry pumps is not just a purchase; it is a strategic move toward achieving long-term operational success.
Flow rate is a critical performance metric for the horizontal centrifugal slurry pump as it determines the volume of slurry that the pump can transport over a given time. Measuring the flow rate involves calculating the amount of slurry passing through the pump per unit of time. This is typically expressed in cubic meters per hour (m³/h). Accurate flow rate measurements are essential for understanding how effectively the centrifugal slurry pump can handle the required volume of material, which is particularly important in industries where slurry transport using centrifugal pumps is a key operation. A pump with a consistent and accurate flow rate ensures that the system maintains productivity and reduces the risk of operational downtime.
The vertical design of slurry pumps offers numerous advantages for deep pit applications, from a compact footprint and ease of installation to enhanced durability and simplified maintenance. Vertical multistage centrifugal pumps are particularly well-suited to these environments, where space constraints, high pressures, and abrasive conditions are common. By focusing on structural engineering and optimizing the design of these pumps, industries can ensure reliable performance and cost-effective operation in even the most challenging deep pit applications.
Function: Liners protect the pump casing from the abrasive action of the slurry.
- Volute Liners: Protect the pump casing in the volute section.
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire
×