ZJ Composites frp floor grating
-
2. Lightweight yet Strong GRP grating is significantly lighter than metal alternatives, making it easier to handle and install. Despite its lightweight nature, GRP grating maintains impressive load-bearing capabilities, which makes it suitable for heavy-duty applications, including walkways, platforms, and grating over pits.
grp open mesh grating
...
-
Anti-slip products come in a wide array of forms, each designed to cater to different needs and environments
. The most popular categories include...
Popular on the whole site
In the maritime and industrial sectors, the importance of choosing the right vessel for specific applications cannot be understated. Among the various types of vessels available, Fiber Reinforced Plastic (FRP) vessels have emerged as a popular choice due to their durability, corrosion resistance, and lightweight properties. Over recent years, one classification that has drawn attention is the 1665 FRP vessel, known for its specific design and operational capabilities. Understanding the pricing of these vessels involves considering several factors that influence cost.
To ensure the longevity of the RO membrane and its housing, it is crucial to perform regular maintenance. This includes periodic checks for leaks, ensuring that connections are secure, and inspecting the condition of the membrane. Regular cleaning and replacements can enhance the performance of the RO system and extend the life of the components.
3. Low Maintenance The durability of FRP translates into low maintenance requirements. Users can save time and money by avoiding regular treatments or repairs commonly associated with traditional materials that degrade over time.
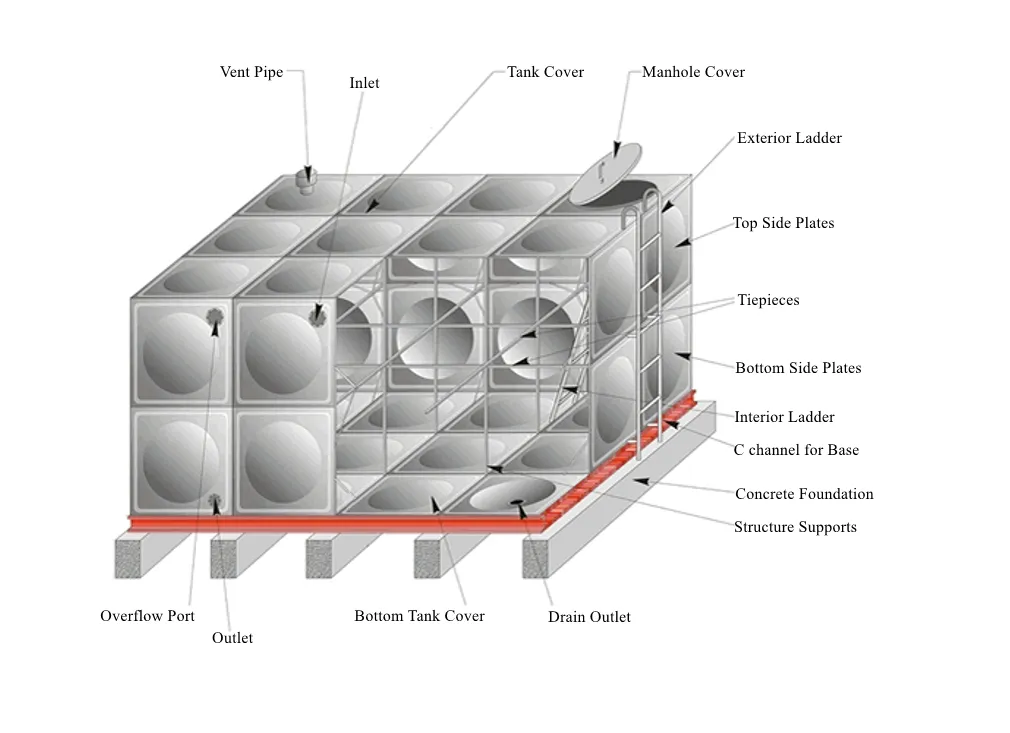
Another benefit of sectional tanks is their durability. Made from high-quality materials such as stainless steel or galvanized steel, these tanks are built to last. They can withstand harsh weather conditions, as well as the corrosive effects of the liquids they are designed to store.
Beyond their functionality, fiberglass treads also offer a variety of designs and colors, making them an attractive option for decorative applications. They can be finished to resemble natural wood or even painted in bright colors to enhance visual appeal. This adaptability allows for seamless integration into different architectural styles, ensuring that safety does not come at the expense of aesthetics.
In terms of cost-effectiveness, sectional steel water tanks often present a more economically viable solution than other types of storage options. The ability to customize the size and volume of the tank according to specific needs can help reduce unnecessary expenditures, as organizations pay only for the capacity they require. Furthermore, the reduced installation time and lower transportation costs associated with sectional tanks also contribute to overall savings. For businesses and municipalities looking to manage their budgets effectively, these tanks offer a financially prudent solution.
sectional steel water tanks
There are various types of water filtration systems available, including activated carbon filters, reverse osmosis systems, and UV purifiers. Activated carbon filters are particularly popular for their ability to remove chlorine and improve taste and odor, while reverse osmosis systems provide a more comprehensive option, effectively filtering out a wide range of contaminants through a semi-permeable membrane.
Popular articles
- 1
One of the most appealing properties of FRP bridge deck panels is their lightweight nature. Traditional concrete panels can be cumbersome, requiring heavy machinery for installation and extensive support structures. In contrast, FRP panels can be manufactured to be significantly lighter without compromising strength. This feature allows for easier handling and installation, reducing labor and machinery costs during construction. Moreover, the reduced weight minimizes the loads transferred to the bridge’s supporting structures, potentially allowing for smaller and less costly support systems.
- 2
Safety considerations are paramount when it comes to water storage. Fiberglass materials are non-toxic and do not leach harmful chemicals into the stored water, making them an environmentally friendly option. This factor is especially crucial for drinking water storage, where contamination can pose significant health risks. With fiberglass containers, users can be confident that their water supply remains clean and safe for consumption.
- 3
Pultruded FRP Grating A Strong and Versatile Solution
- 4
Future Perspectives
- 5
Sustainability is a growing concern in many industries, and fiberglass water containers offer an environmentally friendly option. The production of fiberglass uses fewer resources compared to concrete and metal, which typically require significant energy for mining and processing. Moreover, fiberglass containers can be recycled, further reducing their environmental impact. When disposed of properly, they contribute less to landfill waste, presenting an attractive option for eco-conscious consumers and organizations.
- 6
5. Regulatory Compliance Compliance with safety and environmental regulations can impact the price of FRP vessels. Meeting these standards often entails additional testing and certification, further increasing production costs.
- 7
3. Size and Capacity The dimensions and capacity of the 1054 FRP vessel are vital considerations. Larger vessels require more materials and labor, thereby increasing the price. Custom designs, tailored for specific applications, also add to the cost.
1054 frp vessel price
- 8
Water is an essential resource for life, playing a critical role in various sectors, including agriculture, manufacturing, and domestic consumption. With the increasing global population and subsequent rise in water demand, efficient water storage solutions have become crucial. One of the most effective methods of achieving this is through the utilization of large square water tanks. These structures provide numerous benefits that are vital for modern infrastructure, particularly in urban settings.
- 9
Safety is paramount when it comes to stair systems, and FRP does not disappoint. The non-slip surface of FRP stairs enhances traction, significantly reducing the risk of slips and falls, making them ideal for high-traffic areas or environments where safety is critical. Furthermore, FRP can be designed in various colors and textures, allowing for aesthetically pleasing finishes that can blend seamlessly with any architectural style.
- 10
FRP grating is a composite material made from a mixture of fiberglass and a resin matrix. This combination yields a product that is not only lightweight but also incredibly strong and resistant to corrosion, making it ideal for environments where traditional materials, like steel, may fail. The grating is manufactured through a pultrusion process, where continuous fibers are pulled through a resin bath and then through a heated die, curing into a solid form. This process allows for various configurations, including molded or pultruded shapes, thereby offering versatility in design and application.
Links
-
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
-
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
-
Understanding and maintaining the wear parts of slurry pumps is crucial for their longevity and efficient operation. Regular inspection, proper material selection, and timely replacement of wear parts can help minimize downtime and reduce maintenance costs. By using high-quality materials and adhering to best maintenance practices, slurry pumps can effectively handle the challenging conditions of abrasive and corrosive slurries.
-
Efficiency Testing for AH Slurry Pump Parts
-
-
- Locate your required flow rate and head on the chart to find potential pump models.
-
There are several types of impellers used in sewage pumps, each with distinct features catering to various types of sewage applications. The most common types include open, semi-open, and enclosed impellers. Open impellers have no front shroud, allowing for larger solids to pass through without clogging. This makes them ideal for handling raw sewage containing debris. Semi-open and enclosed impellers, on the other hand, are more suitable for cleaner liquids, offering better efficiency and pressure generation.
sewage pump impeller
-
Expand product application areas and shorten the conversion cycle of new product contracts. With the successful development of the company's first 300FMM-B90 froth slurry pump, combined with the results of market research, so far, MineMaxx has again completed the technical reserve of three new products of froth slurry pump, and completed the design of 65MZJ froth slurry pump, realizing the full coverage of conventional pump types. Recently, MineMaxx signed a contract with a company in Hangzhou for two sets of 100FZJ-B50 froth slurry pumps. The products involved in the contract are the new products of the company's technical reserve project. After receiving the contract, the relevant departments of the company quickly carried out work, and completed the technical transformation of all new product contracts in only three days, providing strong technical support for the delivery of subsequent new product contracts.
-
-
-
-
-
Efficient Horizontal Slurry Pumps Transport in Mining Operations
-
5. Seals
-
-
Efficient pump operation is critical for many industrial processes, and the maintenance of pump wear parts plays a vital role in ensuring reliability and reducing downtime. Properly managing the replacement cycle of components is essential for maintaining optimal pump performance. This article explores how to determine the best replacement cycle for these critical components, focusing on wear assessment, runtime tracking, and performance monitoring.
-
Regular monitoring and maintenance of AH Slurry Pump parts are crucial for sustaining the pump’s performance and efficiency. This includes inspecting components such as the impeller, casing, and wear plates for signs of wear or damage. Replacing worn parts promptly helps maintain the pump’s performance and prevents more extensive damage that could lead to costly repairs or replacements. Additionally, monitoring the pump’s operational parameters, such as vibration and noise levels, can provide early warning signs of potential issues. By keeping AH Slurry Pump parts in optimal condition, operators can ensure consistent performance and prolong the lifespan of the horizontal centrifugal slurry pump.
-
Understanding the Basics of High Pressure Vertical Pumps
-
The shaft transmits power from the motor to the impeller, while the bearing assembly supports the shaft and allows it to rotate smoothly. The durability of these components is essential, as they must endure continual mechanical stress and the harsh conditions present within the slurry.
-
There are several types of impellers used in sewage pumps, each with distinct features catering to various types of sewage applications. The most common types include open, semi-open, and enclosed impellers. Open impellers have no front shroud, allowing for larger solids to pass through without clogging. This makes them ideal for handling raw sewage containing debris. Semi-open and enclosed impellers, on the other hand, are more suitable for cleaner liquids, offering better efficiency and pressure generation.
sewage pump impeller
-
a. Material Compatibility:
-
When designing pumps for deep pit applications, structural engineering plays a crucial role in ensuring reliability and efficiency. The vertical orientation of these pumps must be supported by a sturdy framework that can handle the stresses associated with deep pit operations. This includes ensuring that the pump’s foundation is secure and that the piping system is properly aligned to prevent vibrations and other operational issues. Additionally, the materials used in constructing vertical multistage centrifugal pumps must be carefully selected to resist corrosion and wear. By considering these structural engineering factors, designers can optimize the performance and durability of vertical slurry pumps in deep pit applications.
-
Cost Reduction through Efficient Horizontal Slurry Pumps Operation
-
Horizontal slurry pumps are essential tools in the mining and quarrying industries, where they play a pivotal role in processes such as slurry transport, tailings management, and sand separation. The advanced centrifugal slurry pump design and the availability of OEM horizontal slurry pumps ensure that these operations can be carried out efficiently and cost-effectively. By focusing on the quality and maintenance of AH slurry pump parts, operators can extend the life of their equipment, reduce operational costs, and enhance overall productivity. In an industry where efficiency and reliability are paramount, horizontal slurry pumps provide the performance and durability needed to succeed.
-
Regular monitoring and maintenance of AH Slurry Pump parts are crucial for sustaining the pump’s performance and efficiency. This includes inspecting components such as the impeller, casing, and wear plates for signs of wear or damage. Replacing worn parts promptly helps maintain the pump’s performance and prevents more extensive damage that could lead to costly repairs or replacements. Additionally, monitoring the pump’s operational parameters, such as vibration and noise levels, can provide early warning signs of potential issues. By keeping AH Slurry Pump parts in optimal condition, operators can ensure consistent performance and prolong the lifespan of the horizontal centrifugal slurry pump.
-
-
Understanding the Role of Propeller Pumps in Various Applications
-
5. Seals
-
-
Understanding the Basics of High Pressure Vertical Pumps
-
3. Casing
-
-
Vertical stage pumps are a type of multistage pump that is designed to handle high-pressure applications. These pumps are characterized by their ability to generate high pressure through multiple stages, each adding to the total pressure head. Vertical stage pumps are particularly useful in applications where a significant pressure increase is needed, such as in high-rise building water supply systems, boiler feed applications, and pressure boosting systems. The vertical design of these pumps allows for a compact, efficient solution that can deliver the necessary pressure without taking up excessive space. By selecting the appropriate vertical stage pump for your system, you can ensure that your fluid handling needs are met efficiently and effectively.
-
When designing pumps for deep pit applications, structural engineering plays a crucial role in ensuring reliability and efficiency. The vertical orientation of these pumps must be supported by a sturdy framework that can handle the stresses associated with deep pit operations. This includes ensuring that the pump’s foundation is secure and that the piping system is properly aligned to prevent vibrations and other operational issues. Additionally, the materials used in constructing vertical multistage centrifugal pumps must be carefully selected to resist corrosion and wear. By considering these structural engineering factors, designers can optimize the performance and durability of vertical slurry pumps in deep pit applications.
-

-
a. Sealing Mechanisms:
-
Casting slurry pump parts are designed to withstand the rigors of handling abrasive materials, but they too require careful monitoring and timely replacement. The quality of the casting, the material used, and the operating conditions all influence the wear rate of these parts. By selecting high-quality casting slurry pump parts and implementing a regular inspection routine, you can better manage wear and optimize the replacement cycle. This approach ensures that your pump continues to operate efficiently, even in demanding environments, and helps to avoid costly breakdowns.
-
Slurry pumps are essential components in various industries, particularly in mining, mineral processing, and wastewater treatment. They are specifically designed to handle abrasive and viscous materials, which makes understanding their components crucial for optimal performance and longevity. One of the most critical aspects of a slurry pump is its wet end, which refers to the parts that come into direct contact with the slurry. In this article, we will explore the key wet end parts of a slurry pump, their functions, and their importance.
-
Function: The expeller and expeller rings work together to reduce the pressure and minimize leakage from the pump.
-
6. Bearing Assemblies
-
-
- Consider the type of seal (e.g., mechanical seals, packing) based on the slurry's properties and operating conditions.
-
-
-
Slurry pumps are designed to handle abrasive and corrosive slurries, which can cause significant wear and tear on the pump components. To ensure the longevity and efficiency of slurry pumps, it is essential to understand and properly maintain the wear parts. Here are the primary wear parts of slurry pumps:
-
-
The vertical design of slurry pumps offers numerous advantages for deep pit applications, from a compact footprint and ease of installation to enhanced durability and simplified maintenance. Vertical multistage centrifugal pumps are particularly well-suited to these environments, where space constraints, high pressures, and abrasive conditions are common. By focusing on structural engineering and optimizing the design of these pumps, industries can ensure reliable performance and cost-effective operation in even the most challenging deep pit applications.
-
-
-
a. Material Compatibility:
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire