composite grating
-
Moreover, poly water tanks do not corrode or rust, which can be a significant issue with metal tanks. This longevity translates to reduced maintenance costs, as there are no protective coatings or regular treatments required to prolong their lifespan. With proper care, square poly water tanks can last for decades, providing reliable storage without the need for frequent replacement or refurbishment.
...
Popular on the whole site
In real-world applications, FRP grating finds itself an indispensable component in a variety of settings. In mining operations, its resistance to corrosion and impact makes it ideal for harsh environments. In infrastructure, it is used for pedestrian bridges, catwalks, and platforms, providing a safe and durable walking surface. Additionally, its application in the food and beverage industry is notable, where hygiene standards are stringent, as FRP grating is easy to clean and resistant to bacterial growth.
The applications of anti-slip products are vast, ranging from residential to commercial and industrial settings. Their benefits extend beyond merely preventing falls; they contribute to overall productivity and well-being.
The surface finish of SMC panel tanks is another vital aspect of their specifications. The internal surface is treated to be smooth and non-porous, which significantly reduces the risk of bacterial contamination and makes the tanks easy to clean. This hygienic design is particularly crucial for applications involving potable water storage, ensuring that the stored water remains safe and clean.
Safety is a fundamental consideration in any workplace. Fiberglass floor grating provides excellent slip resistance, which is crucial in environments where spills and wet conditions are common. Many fiberglass grating products come with a textured surface that enhances grip, mitigating the risk of slips and falls. This feature not only protects employees but also minimizes liability for employers, as a safer workplace leads to fewer accidents and associated costs.
fiberglass floor grating

In the realm of water treatment and storage solutions, Pentair FRP (Fiber-Reinforced Plastic) tanks stand out for their durability, versatility, and efficiency. Designed to meet a multitude of storage needs, these tanks are extensively utilized in various applications, including residential, commercial, and industrial sectors. This article explores the features and benefits of Pentair FRP tanks, highlighting why they are an excellent choice for anyone looking to invest in long-lasting water treatment systems.
4. Corrosion Resistance Fiberglass rods do not corrode, which is critical for fences exposed to harsh weather conditions or environments with high humidity. This resistance to corrosion helps maintain the aesthetic and functional aspects of the electric fence over time, resulting in fewer replacements and repairs.
Popular articles
- 1
While the initial investment in fiberglass tanks may be higher than some alternatives, their long-term cost-effectiveness cannot be overlooked. The reduced need for maintenance, repairs, and replacements due to their durability can save property owners significant amounts of money over time. Additionally, the energy-efficient insulation properties of fiberglass help in maintaining water temperature, leading to reduced heating costs.
fiberglass water tanks for sale
- 2
Corrosion is one of the primary challenges faced by bridge infrastructure, particularly in regions subject to harsh weather conditions or exposure to de-icing salts. Traditional materials, especially steel, are highly susceptible to rust, leading to costly maintenance and repairs. FRP materials, however, exhibit outstanding resistance to corrosion and chemical attack. By utilizing FRP bridge deck panels, engineers can significantly extend the life of a bridge and reduce long-term maintenance costs. This characteristic is especially beneficial in coastal areas or locations where infrastructure is frequently exposed to de-icing salts.
frp bridge deck panels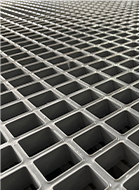
- 3
Glass Reinforced Plastic, commonly known as fiberglass, is a composite material made from a polymer matrix reinforced with glass fibers. This combination results in a lightweight yet robust structure, making GRP an excellent choice for various applications, including water storage. When used in the construction of insulated water tanks, GRP provides a strong barrier against environmental factors while maintaining thermal efficiency.
- 4
4. Aesthetic Needs In architectural applications, the visual appearance of the steel channel may be significant. In such scenarios, channels may be selected not only for their structural properties but also for their aesthetic appeal.
- 5
1. Material Costs The price of raw materials, such as fiberglass and resins, plays a crucial role. Fluctuations in oil prices can directly impact the cost of resins, which, in turn, affects the overall pricing of FRP vessels.
- 6
2. Cost-Effective Although the initial investment in an RO system might be significant, the long-term savings in water consumption, energy use, and maintenance often outweigh these costs. Reduced water wastage and fewer chemical treatments enhance overall efficiency.
- 7
The Role of FRP Rod Manufacturers
- 8
The Role of FRP Rod Manufacturers
- 9
Wastewater Treatment Equipment An Essential Component for Sustainable Water Management
- 10
Environmental Sustainability
Links
-
The Importance of Wholesale Slurry Pumps in Industrial Applications
-
The Role of Vertical Stage Pumps in High-Pressure Applications
-
5. Evaluate Additional Features
-
-
-
- Review the performance curves for the selected pump models to ensure they meet your flow rate and head requirements.
-
4. Suction and Discharge Flanges
-
Sand and Gravel Separation in Quarrying with Horizontal Slurry Pumps
-
Understanding Slurry Pump Wet End Parts A Comprehensive Overview
-
-
In order to broaden the application field of products and improve the market competitiveness of products,MineMaxx stepped up the implementation of the new product technology reserve strategy. According to the feedback of marketing personnel and relevant users as well as the market research of technical personnel, it comprehensively carried out the technical reserve of different types of new products, such as ceramic desulfurization pumps, froth slurry pumps, which greatly shortened the product delivery cycle and improved user trust.
-
-
b. Power and Drive Options:
-
Understanding Sewage Pump Impellers A Key Component in Waste Management
-
-
-
-
-
-
1. Impellers
-
-
- Packing Seals: Use a packing material to create a seal around the shaft.
-
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
-
In quarrying, the separation of sand and gravel is a vital process that requires reliable equipment. Horizontal slurry pumps are particularly well-suited for this task, as they can efficiently handle the slurry mixture of sand, gravel, and water. The centrifugal slurry pump design ensures that these materials are separated and transported to their respective storage or processing areas with minimal energy consumption. By utilizing OEM horizontal slurry pumps, quarry operations can streamline their processes, reduce operational costs, and improve the quality of the final product. The durability and efficiency of these pumps make them a cost-effective solution for handling the abrasive and coarse materials commonly found in quarries.
-
-
-
Wear Factors: These components experience wear from the slurry and need to be checked regularly.
-
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
-
Function: The backplate provides structural support and helps in mounting the pump.
-
Slurry pump parts are particularly susceptible to wear due to the abrasive nature of the materials they handle. Components such as the impeller, casing, and liners are all subject to gradual wear, which can impact pump performance if not managed properly. Regular inspections and wear assessments are key to determining the optimal replacement cycle for these parts. By using advanced monitoring techniques and predictive maintenance tools, you can track the wear rate of slurry pump parts and plan replacements before they cause a significant drop in performance. This proactive approach helps to extend the life of the pump and reduce overall maintenance costs.
-
Understanding the Role of Propeller Pumps in Various Applications
-
-
Another aspect to consider is the volute's performance under varying operational conditions. Centrifugal pumps are often designed to handle specific flow rates and pressures. When the operational conditions stray from those design limits, the volute may not perform optimally, leading to efficiency losses. Engineers often employ computational fluid dynamics (CFD) simulations to analyze and optimize volute designs based on anticipated operational scenarios.
-
Monitoring Wet Parts for Optimal Pump Performance
-
Enhancing Productivity with AH Slurry Pump Parts
-
-
b. Operating Conditions:
-
The Compact Footprint of Vertical Multistage Centrifugal Pumps
-
The performance of horizontal slurry pumps in mining and quarrying is heavily influenced by the quality of their components. AH slurry pump parts are specifically designed to withstand the wear and tear associated with abrasive slurries. Regular maintenance and timely replacement of these parts are essential for ensuring that the pumps continue to operate at peak efficiency. By investing in high-quality AH slurry pump parts, operators can extend the lifespan of their equipment, reduce the frequency of repairs, and minimize downtime. This proactive approach to maintenance not only enhances productivity but also contributes to a safer and more reliable working environment in mining and quarry operations.
-
-
In agriculture, propeller pumps are commonly employed for irrigation purposes. With the ever-increasing need for food production and sustainable practices, farmers often rely on these pumps to distribute water from reservoirs or rivers to their fields. The efficiency and reliability of propeller pumps allow for optimal irrigation strategies, which are vital in maintaining crop health and maximizing yield. Moreover, they can operate in varying conditions, making them suitable for diverse agricultural environments.
propeller pump is used for
-
-
3. Wear Plates
slurry pump wet end parts
-
-
- If needed, consult with industry experts or engineers to validate your selection and ensure optimal performance.
-
Additionally, propeller pumps are extensively used in industrial applications, such as in cooling systems for power plants and manufacturing facilities. They circulate water or other cooling fluids to regulate temperature, thus preventing overheating and ensuring operational efficiency. The design of propeller pumps allows them to operate continuously, which is ideal for industrial settings where downtime can lead to significant losses.
-
- Volute Liners: Protect the pump casing in the volute section.
-
2. Use a Selection Chart or Software
-
The design of the volute is crucial for the efficiency of the pump. A well-designed volute minimizes flow separation and turbulence, ensuring a smooth transition of the fluid from the impeller to the discharge pipe. The volute shape is typically spiral, which facilitates a uniform flow distribution. If the volute is improperly designed, it can lead to inefficiencies such as cavitation, vibrations, and noise, significantly affecting the pump's overall performance.
volute in centrifugal pump
-
- wire mesh fence sizes
- 3d welded wire fence
- 4 ft black chain link fence cost
- 2 inch welded wire mesh
- 2 inch x 2 inch wire mesh
- 72 x 100 welded wire fence
- 16 gauge galvanized wire fencing
- brc weld mesh
- plastic coated tie wire
- pvc gi wire